Характеристики автоматических формовочных линий
Автоматические линии, понятия, назначение и структуры
- Опубликовано: 26 февраля, 2021
1. Основные понятия и определения
Автоматические линии, предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводов, с широким внедрением трудосберегающей и безлюдной технологии потребность в автоматических линиях непрерывно возрастает.
Экономическая эффективность использования автоматических линий достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства.
Автоматическая линия представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединенного автоматическим транспортом. Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а также загрузке заготовок в начале цикла и выгрузке изделий в конце него. Причем последние операции все чаще передаются промышленному роботу. Автоматические линии могут быть операционными (для определенного вида обработки) или комплексными (система автоматических линий).
Система автоматических линий комплексной обработки – совокупность автоматических линий, обеспечивающих выполнение всех операций, предусмотренных технологическим процессом обработки.
Автоматический цех – производственная единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий.
Автоматические линии классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жесткие (синхронные) и гибкие (асинхронные), спутниковые и бесспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Жесткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой автоматической линии заготовки (изделия) загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов.
Спутниковая автоматическая линия – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении-спутнике. Транспортная система в этом случае должна обеспечить возврат спутников в начало линии.
Когда в составе технологического потока одна или несколько операций реализуются на параллельно работающих станках, автоматическая линия характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников.
По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные, роторные и цепные; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, зетобразные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобный доступ для обслуживания и ремонта оборудования.
По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую автоматические линии делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях – для изготовления шестерен, мелких и средних колец подшипников, фланцев валов).
По типу встроенного основного технологического оборудования различают автоматические линии из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов.
В настоящее время изготовляют автоматические линии для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов, клапанов, гильз, поршней и т.д.) как с автоматической, так и с ручной переналадкой. Подобные автоматические линии или системы автоматических линий называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологии обработки.
По виду обрабатываемых деталей различают линии для обработки корпусных деталей (корпуса насосов, блоки компрессоров и т.д.) и линии для обработки деталей типа тел вращения (кольца подшипников, валы, гильзы и т.д.).
2. Автоматические линии для обработки деталей типа тел вращения
Детали типа тел вращения, предназначенные для обработки на автоматических линиях, в соответствии со способами базирования, транспортирования, а также использования основного технологического оборудования делят на две основные группы: детали типа валов длиной, значительно превышающей диаметр, и детали типа дисков (колец) диаметром, большим длины (ширины).
Технологические процессы обработки этих двух основных групп обычно объединяют в типовые схемы и уточняют в зависимости от конфигурации изделий и требований точности обработки.
Для токарной обработки, например, валов широко используют токарно-копировальные, автоматы, в то время как для изготовления; изделий типа дисков и колец наибольшее применение нашли горизонтальные и вертикальные многошпиндельные токарные автоматы.
Многошпиндельные токарные автоматы выпускают в патронном и прутковом исполнении (рис. 1). В патронном исполнении их оснащают автооператором для загрузки заготовок и выгрузки отработанных деталей.
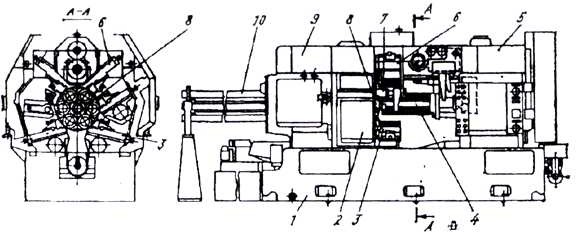
Рисунок 1. Шестишпиндельный токарный автомат: 1 – станина, 2 – передняя стойка, 3, 6 – поперечные суппорты, 4 – продольный суппорт, 5 – задняя стойка, 7 – шпиндель, 8 – шпиндельный блок, 9 – траверса, 10 – механизм поддержки прутков
Многошпиндельные токарные автоматы обладают широкими технологическими возможностями при обработке разнообразных деталей, обеспечивая высокую степень концентрации обработки. По принципу работы их подразделяют на автоматы параллельного и последовательного действия. Первые на всех шпинделях реализуют одинаковые операции и за один цикл работы обрабатывают столько сравнительно несложных деталей, сколько шпинделей имеет автомат.
Наибольшее распространение получили многошпиндельные автоматы последовательного действия (рис 2), на которых заготовки с загрузочной позиции периодическим поворотом (индексацией) шпиндельного блока 1 последовательно подводятся к рабочим позициям и одновременно обрабатываются в соответствии с технологическим процессом. Автомат оснащают поперечными суппортами 2, которые получают подачу от индивидуальных кулачков, и продольным суппортом 5, расположенным на центральной гильзе 4 и имеющим продольную подачу 5пр от своего кулачка. Иногда на продольном суппорте устанавливают скользящие державки с режущим инструментом, получающие перемещение от дополнительных индивидуальных кулачков, т.е. так же, как и инструментальные шпиндели с независимым приводом.
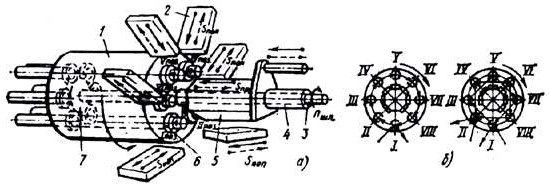
Рис. 2. Многошпиндельный токарный автомат последовательного действия
Шпиндели 6 автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7, вследствие чего они имеют одинаковую частоту вращения.
Большое число рабочих позиций шпинделей (6 – 8) позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
Для финишной обработки деталей типа тел вращения чаще всего применяют бесцентровошлифовальные автоматы, как наиболее подходящие при решении задач автоматической загрузки-разгрузки заготовок наиболее простыми методами. Кроме того, метод бесцентрового шлифования обеспечивает более высокую производительность за счет больших подач благодаря наличию жесткой опоры по всей длине обрабатываемой детали, воспринимающей силу со стороны шлифовального круга.
На автоматической линии для токарной обработки колец конических подшипников в начале установлен автоматический бункер для накопления и выдачи штучных заготовок, а в конце – магазин (с вращающимися щетками). Транспортные устройства (конвейеры подводной и отводящий, подъемники, гибкая лотковая система) передают заготовки из бункера к многошпиндельным токарным автоматам, а обработанные кольца – к прессу клеймения и далее в магазин. Наружные кольца обрабатывают на шестишпиндельных, а внутренние – на восьмишпиндельных токарных автоматах. На каждом станке реализуется полная токарная обработка кольца. Загрузка, выгрузка и поворот кольца в процессе обработки обеспечиваются автооператором.
3. Роторные автоматические линии
По структурному построению роторные линии существенно отличаются от линий из агрегатных и других станков, соединенных единой транспортной системой. Роторные линии (рис. 3) комплектуют из роторных автоматов, на которых обработка деталей выполняется в процессе непрерывного транспортирования их совместно с режущим инструментом. Таким образом, главной особенностью роторных линий является совмещение во времени транспортирования заготовок и их обработки. Траектория перемещения заготовки по всем станкам линии 1 осуществляется транспортными роторами 2.
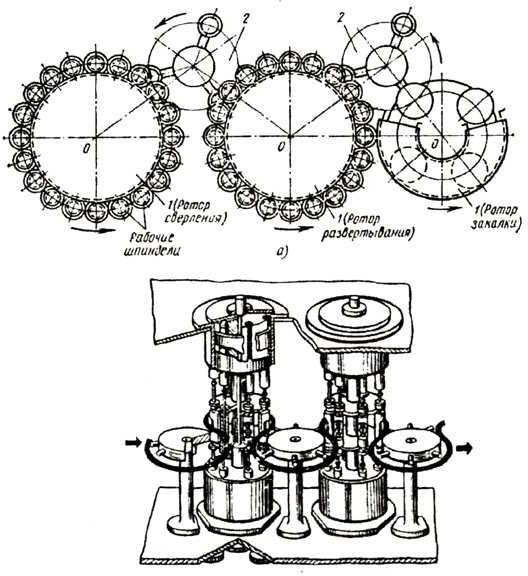
Рис. 3. Принципиальная (a) и конструктивная (б) схемы роторной линии
Производительность роторной линии зависит от числа позиций и частоты вращения роторов. В результате совмещения времени обработки со временем транспортирования заготовок роторные линии обеспечивают высокую производительность при изготовлении небольших, сравнительно простых деталей, при малом основном технологическом времени
Роторные линии эффективно используют в массовом производстве. Необходимо указать на то, что перестановка деталей с одного ротора на другой приводит к потере точности изделия.
4. Назначение гибкого автоматизированного производства
Гибкое автоматизированное производство (ГАП) – принципиально новая концепция в машиностроении, ведущая к созданию автоматизированного предприятия будущего.
Новое в концепции ГАП состоит в том, что ему свойственен централизованный способ производства, предусматривающий как можно более полную обработку деталей на одном оборудовании.
Новая концепция позволяет полностью интегрировать весь производственный цикл – от идеи до выпуска новой продукции – путем автоматизации всего комплекса процессов производства и управления на базе ЭВМ и современных достижений в электронике и приборостроении. Переход с выпуска одного изделия на выпуск другого осуществляется без остановки технологического и другого оборудования (требуемая переналадка идет параллельно с выпуском предыдущего изделия). Обобщенным понятием, распространенным на все организационные структуры и виды ГАП, является понятие гибкая производственная система (ГПС).
ГПС – это несколько единиц технологического оборудования, снабженного средствами и системами, обеспечивающими функционирование оборудования в автоматическом режиме; при этом ГПС должна обладать свойством автоматической переналадки при переходе на производство новых изделий в пределах заданной номенклатуры. По организационным признакам ГПС подразделяют на следующие виды: гибкая автоматизированная линия (ГAJl), гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ), гибкий автоматизированный завод (ГАЗ). ГАЛ и ГАУ состоят из гибких производственных моделей (ГПМ) или отдельных единиц технологического оборудования.
Под ГПМ подразумевается единица технологического оборудования, оснащенная системой ЧПУ или каким-либо другим устройством ПУ и функционирующая как самостоятельно, так и в составе ГПС; при этом все функции, связанные с изготовлением изделия, должны осуществляться автоматически.
5. Принципы создания ГПС
Принцип создания предполагает нахождение оптимального соединения универсальности и автоматизации в программно-управляемом и программноперенастраиваемом оборудовании.
Нахождение оптимума ГПС является задачей технико-экономического анализа ГПС для конкретной реализации.
ГПС строят на базе модулей. Под модулем понимают первичный элемент, выполняющий автономно или в составе ГПС более высокого уровня законченную операцию.
Являясь компонентом ГПС, модуль сам может состоять из компонентов. Компонент модуля, как и модуль, может быть самостоятельно разработан, изготовлен и внедрен, но присущие ему функции управления или технологические функции могут быть выполнены только в составе модуля.
ГПС представляет собой многоуровневую структуру, на самом нижнем уровне которой находятся гибкие автоматизированные модули, затем гибкие автоматизированные линии, следующие уровни – это ГПС участка, цеха, предприятия в целом.
Модуль и иерархичность позволяют создавать проекты любого необходимого уровня вплоть до автоматизированного предприятия.
Оборудование ГПС, как основное, так и вспомогательное, при смене изделий перенастраивается путем ввода новых управляемых программных модулей. Перенастройка модулей вручную допустима в минимальных объемах и только в случаях очевидной экономической неэффективности реализации программной перенастройки.
Построение ГПС с максимальным достижением предметной замкнутости обусловливается наибольшей эффективностью внедрения бригадных форм организации труда, повышением ответственности персонала за конечный результат труда.
Максимальная предметная замкнутость является необходимым условим сокращения длительности производственного цикла за счет уменьшения времени на межоперационное пролеживание, дополнительный контроль и транспортировку деталей и сборочных единиц с участка на участок, из цеха в цех и т.д.
6. Основные характеристики ГПС
Организационная основа ГПС – это групповое производство, являющееся формой организации дискретных (прерывных) производственных процессов, экономикоорганизационной основой которых является целевая подетальная специализация участков и цехов, а технологической составляющей – унифицированная групповая форма организации технологического процесса (ТП).
Основа технологической унификации ТП – классификация деталей и их поверхностей по конструктивно-технологическому признаку на базе общности оборудования, наладки и инструментальной оснастки, например классификация деталей машиностроения (рис. 4).
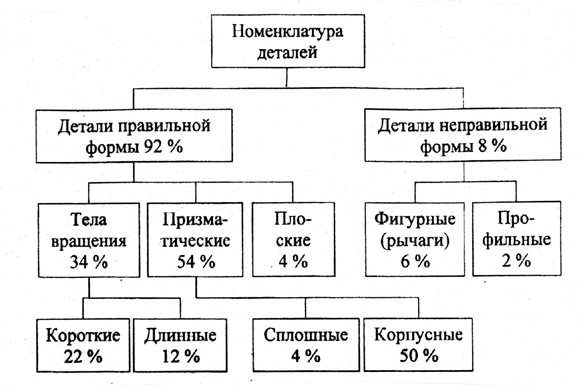
Рис. 4. Классификация деталей машиностроения
Группирование деталей для одновременной обработки на одной ГПС включает три группы условий:
- Геометрические параметры изделий, которые в основном определяют типоразмер включаемых в ГПС станков, при этом подобие формы или идентичность технологических переходов перестают играть решающую роль в составлении деталей, главными критериями становятся габариты и масса;
- Технологические параметры, определяющие возможность полной обработки каждой группы деталей на одном станке в одну – две операции или необходимость их доработки на других станках системы;
- Организационно-экономические характеристики, например обработка группы деталей для одновременного поступления на сборку, или группы деталей, обрабатываемых из одной заготовки. Группированию подлежат не только детали, но и функциональные узлы, стандартные детали и изделия
Опыт показывает, что в новое изделие обычно переходит 30–50 % деталей старых конструкций, 20–40 % модернизированных, 10–20 % создаются вновь.
Модификация и разработка новых деталей с использованием унифицированных поверхностей позволяет сократить их разнообразие и включить их в существующие группы деталей.
Принцип использования типовых и унифицированных поверхностей при проектировании деталей реализуется в САПР К, входящую в интегрированную производственную систему.
Технология обработки новых деталей также разрабатывается с учетом технологии трех обрабатываемых групп деталей, что позволит включить новые детали в эти же группы для обработки и на этих же ГПС.
Понятие гибкости производственной системы является многокритериальным и неоднозначным.
Многообразие задач, решаемых методами гибкой автоматизации, не дает возможности сформулировать единые методы количественной оценки гибкости, позволяющие сравнивать различные системы.
В практике целесообразно оценивать три формы гибкости:
- Структурную – это свобода в выборе последовательности обработки; возможность замены при выходе из строя любой единицы оборудования на аналогичную; возможность наращивания системы на основе модульного принципа;
- Технологическую гибкость – способность производить заданное множество типов деталей различными способами; сравнения можно производить по индексу гибкости
- Организационную гибкость, которая в значительной мере определяет структуру ГПС.
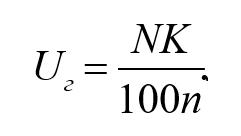
где N – номенклатура деталей, выпускаемых системой за определенный период времени; К – доля деталей, изготавливаемых на системе впервые (процент обновления номенклатуры); п – число одинаковых деталей в партии;
По степени автоматизации ГПС выделяют:
- высокую степень, при которой реализуется автоматическое управление и трехсменный режим работы;
- среднюю степень – непрерывное автоматизированное управление при многостаночном обслуживании (коэффициент многостаночного обслуживания KM > 2);
- малую степень – коэффициент многостаночности KM 2.
Высокий уровень автоматизации ГПС достигается за счет значительного усложнения оборудования при существенном росте его стоимости. В связи с этим проблема обеспечения надежности приобретает особую актуальность.
В качестве показателей оценки надежности ГПС используют
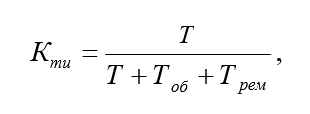
где T – суммарное время пребывания в работоспособном состоянии всех ГПМ в составе ГПС, ч; Tоб – суммарное время технического обслуживания всех ГПМ плюс суммарное неперекрываемое время технического обслуживания вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ в составе ГПС, ч; Tрем – суммарное время планового и непланового ремонта всех ГПМ плюс суммарное неперекрываемое время планового и непланового ремонта вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ.
7. Структура гибкой производственной системы
В настоящее время значительное повышение эффективности в машиностроении, особенно в мелкосерийном и серийном производстве, может быть достигнуто за счет широкого применения ГПС, управляемых с помощью ЭВМ.
ГПС – это совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), ГПМ, отдельных единиц технологического оборудования и систем обеспечения их функционирования (СОФ) в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений характеристик оборудования.
СОФ ГПС в автоматическом или автоматизированном режиме имеют следующие структурные составные части:
- Автоматизированную транспортно-складскую систему (ATCC) – систему взаимосвязанных автоматизированных транспортных и складских устройств с установкой в спутнике (на паллете) или другой транспортной таре (поддоне, кассете, в магазине) для временного накопления, распределения и доставки предметов производства и технологической оснастки к ГПМ, PTK или другому технологическому оборудованию ГПС. ATCC может выполнять автоматическое хранение, подачу на сборку элементов УСП, а также автоматическую мойку;
- Автоматизированную систему инструментального обеспечения (АСИО) – это взаимосвязанные устройства, оборудование и система управления, включая участки подготовки и настройки инструмента, его транспортировки, накопления, смены и контроля качества, обеспечивающие подготовку, хранение, автоматическую замену инструмента в магазинах, на станках;
- Автоматизированную систему удаления отходов (АСУО) – устройства с системой управления для удаления стружки и других отходов из зоны ГПМ, PTK и другого оборудования, включенного в ГПС;
- Систему автоматизированного контроля (САК) – систему контроля заданных параметров детали или изделия в процессе обработки, включающую контрольно-измерительную машину с ЧПУ, программируемые и моделирующие проверочно-испытательные машины, систему устройств и мер по контролю параметров поступающих заготовок и комплектующих изделий.
Состав и структура ГПС определяются содержанием технологического процесса, который включает:
- параметры заготовок и номенклатуру деталей;
- готовую программу выпуска деталей, определяющую цикл изготовления;
- состав технологического оборудования;
- организацию производства обслуживания оборудования в процессе изготовления, переналадки, смены инструмента, приспособления, схватов, контроля деталей;
- диагностирование, управление оборудованием и ремонтом технических средств.
В настоящее время существуют три основных направления при построении структур автоматизированных участков, линий и цехов:
ТЕХНОЛОГИЯ МАШИННОЙ ФОРМОВКИ
Основными операциями формовки являются: наполнение опоки формовочной смесью, уплотнение ее, удаление модели из формы и отделка формы. Это тяжелые и трудоемкие операции. Кроме того, ручное удаление модели и ручная отделка формы приводят к нарушению размеров полости формы, а значит к снижению точности размеров изготовляемых отливок. Основной технической задачей современного литейного производства является всемерное расширение области применения машинной формовки, при которой перечисленные недостатки ручного способа в зависимости от условий устраняются полностью или почти полностью.
Машинная формовка по сравнению с ручной имеет большие преимущества. Механизированы операции уплотнения форм при их изготовлении и протяжки моделей. Используются металлические модельные комплекты. Формовочные смеси более стабильны по составу. Все это способствует получению отливок с более высокими значениями геометрической и размерной точности и показателями качества поверхности. Затраты на оборудование и технологическую оснастку в условиях машинной формовки возрастают и окупаются только при производстве отливок больших партий, т.е. при серийном и массовом производстве. Отметим следующие особенности машинной формовки по сравнению с ручным способом формовки.
1. При ручной формовке все основные технологические операции (засыпка смеси, уплотнение, установка стержней, выполнение элементов литниковой системы, сборка формы) по изготовлению формы выполняет один высококвалифицированный рабочий. При машинной формовке эти технологические операции изготовления формы разделены, поэтому появляется возможность для изготовления формы использовать менее квалифицированных рабочих.
2. Если при ручной формовке сложные отливки (рис. 1, а) изготовляют в трех опоках по разъемным моделям (рис. 1, б), то эти же отливки при машинной формовке получают в парных опоках (рис. 1, в) с использованием стержней, поскольку затраты окупаются серийностью производства.
3. В ручной формовке применяют деревянную оснастку, в то время как при машинной формовке применяют металлическую оснастку, которая обеспечивает существенное повышение геометрической и размерной точности отливок.
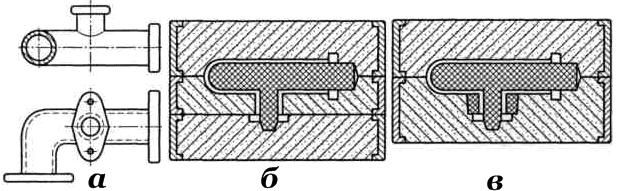
Рис. 1. Эскиз сложной отливки и опоки ручной и машинной формовки: а — отливка; б — ручная формовка в трех опоках; в — машинная формовка в парных опоках с использованием стержня
4. При машинной формовке модели элементов литниковой системы изготовляют в модельном цехе и монтируют на модельной плите, таким образом, достигается стабильность качества отливок.
Различают две технологии машинной формовки – по опочному и безопочному вариантам.
1. ОПОЧНАЯ ФОРМОВКА
Литейные формы при опочной формовке часто изготовляют на встряхивающих машинах с подпрессовкой. Последовательность операций при изготовлении полуформы верха на встряхивающих с подпрессовкой формовочных машинах представлена на рис. 2.
Модельную плиту 7, закрепленную на столе машины 2 опрыскивают разделительным составом (например, смесью керосина с мазутом) (рис. 2, а). Устанавливают по штырям модельной плиты опоку 3, стояк 4 (рис. 2, б). Засыпают облицовочную формовочную смесь 5 (рис. 2, в), надевают на крестовины крючки 6 (рис. 2, г) для удержания выступающих частей формы, устанавливают наполнительную рамку 7 и засыпают наполнительную смесь 8 (рис. 2, д). Затем включают встряхивающий механизм для уплотнения смеси при ее встряхивании. Сняв наполнительную рамку, выполняют допрессовку верхних слоев смеси в опоке, а в некоторых случаях их уплотняют пневматической трамбовкой (рис. 2, е). Далее вручную линейкой срезают излишки смеси с поверхности опоки (рис. 2, ж), накалывают душником вентиляционные каналы 9 (рис. 2, з) и извлекают модель стояка.
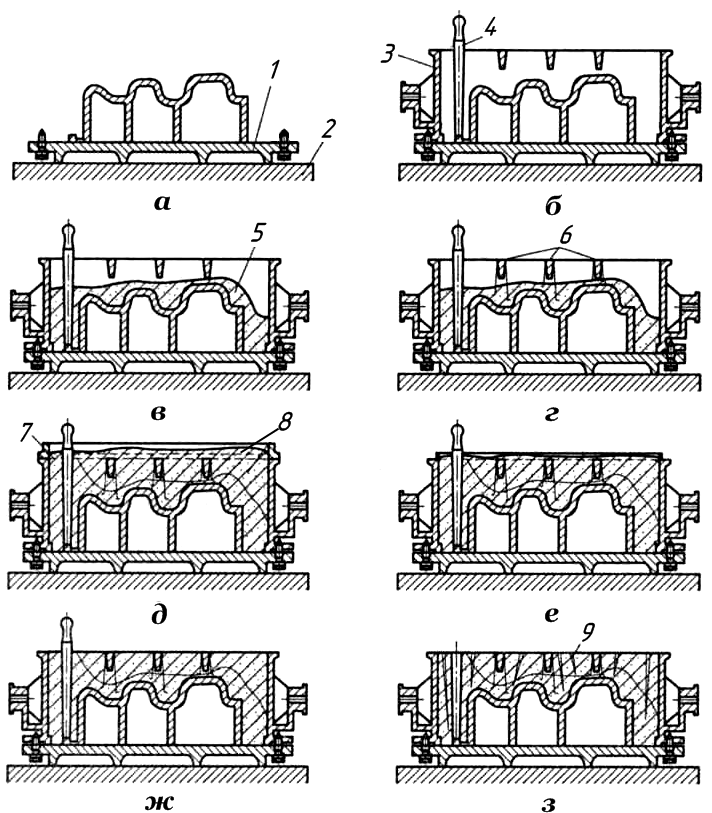
Рис. 2. Последовательность выполнения операций машинной формовки: а – модельная плита с моделью; б – модельная плита с установленной на ней верхней опокой; в – засыпка облицовочной смеси в опоку; г – установка крючков на крестовины; д – засыпка наполнительной смеси; е – уплотнение смеси; ж – срезание излишков смеси; з – накалывание вентиляционных каналов; 1 – модельная плита; 2 – стол машины; 3 – опока; 4 – модель стояка; 5 – облицовочная формовочная смесь; 6 – стальные крючки; 7 – наполнительная рамка; 8 – наполнительная смесь; 9 – вентиляционный канал
Протяжку моделей из формы выполняют с использованием механизмов штифтового (рис. 3) или рамочного съема полуформы.
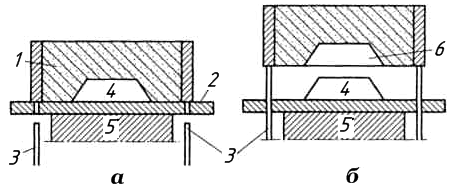
Рис. 3. Извлечение модели из полуформы штифтами: а – полуформа после уплотнения; б – полуформа после извлечения модели; 1 – полуформа; 2 – модельная плита; 3 – штифты; 4 – модель; 5 – стол машины; 6 – полость формы
Аналогичным образом, но без операции установки и извлечения стояка литниковой системы, изготовляют нижнюю полуформу на машинах с поворотной плитой и приемным столом, снабженным нивелирующим механизмом. Если съем полуформы штифтовой, то после съема с плиты опоку, подвешенную на цапфах с помощью цепей, закрепленных на подъемнике, поворачивают вручную. На рис. 4 представлены две схемы организации рабочего места опочной формовки, например, на встряхивающих с подпрессовкой машинах, – комплектная и групповая.
При комплектной схеме (рис. 4, а) нижняя опока после ее набивки сдвигается на рольганг 9 со стола машины 8 с поворотным столом. Верхняя опока от машины 3 со штифтовым съемом передается к рольгангу 9 на пневматическом подъемнике, который перемещается по монорельсу 4.
Сборщик устанавливает в нижней форме стержни, спаривает опоки по сборочным штырям, закрепляет их скобами, вынимает штыри и сталкивает на конвейер 1. Пустые опоки после выбивки отливок возвращаются по конвейеру и сталкиваются толкателем на рольганг 5.
Толкатель включает формовщик, который изготовляет верхние полуформы. С помощью пневматического подъемника 6 он разъединяет («распаривает») опоки, снимая верхнюю опоку. Обслуживающая участок бригада состоит из трех человек.
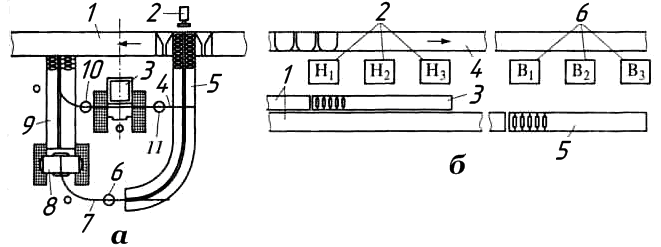
Рис. 4. Схемы организации рабочего места опочной формовки на встряхивающих с подпрессовкой машинах: а – комплектная: 1 – конвейер; 2 – толкатель; 3 – машина; 4, 7 – монорельсы; 5, 9 – рольганги; 6, 10, 11 – пневматические подъемники; 8 – стол машины; б – групповая: 1 – ленточные транспортеры; 2– машины, формующие «низ»; 3 – рольганг для нижних опок; 4 – конвейер; 5– рольганг для верхних опок; 6 – машины, формующие «верх»; Н,–Н3, В,–В3 – соответственно нижние и верхние полуформы
При групповой схеме (рис. 4, б) машины 2 для изготовления нижних полуформ Н–Н3 сосредоточены в одной части конвейера, а машины 6 для формовки верхних полуформ В–В3 – в другой. При этом между ними создается такое расстояние, чтобы было достаточно времени для установки стержней и сборки форм непосредственно на конвейере 4. Опоки после выбивки отливок возвращаются к машинам транспортерами 1 и по рольгангам 3 и 5.
Комплектная схема является типичной для литейных цехов массового производства. Групповая схема предпочтительней, если при изготовлении формы используется много стержней. В этом случае длина конвейера для установки стержней значительно больше, чем в комплектной схеме.
2. БЕЗОПОЧНАЯ ФОРМОВКА
При безопочной формовке, в отличие от опочной, используется только одна двусторонняя модельная плита.
Безопочная формовка применяется для изготовления мелких (до 4 кг) отливок, как правило, без стержней. Последовательность выполнения операций изготовления формы по безопочному варианту формовки представлена на рис. 5.
На столе машины размещают верхнюю опоку 2 ушками вверх, по штырям устанавливают двустороннюю модельную плиту 3, обдувают ее сжатым воздухом и наносят из пульверизатора разделительное покрытие. Далее устанавливают нижнюю опоку 4 ушками вниз, насыпают в опоку формовочную смесь, разравнивают ее по всей площади опоки и уплотняют встряхиванием. Срезают вручную излишки смеси, делают наколы для выхода газов, накладывают подопочный щиток 1 и поворачивают вручную обе опоки на 180°. Обдувают модель верха сжатым воздухом, наносят из пульверизатора разделительное покрытие, устанавливают модель пружинного стояка 6, насыпают из бункера в опоку смесь с избытком. Смесь выравнивают по площади опоки и вручную вдавливают в нее прессовую плиту 5. Устанавливают прессовую траверсу в рабочее положение и выполняют уплотнение верхней полуформы прессованием. Отводят прессовую траверсу в сторону, расталкивают и снимают с верхней полуформы прессовую плиту, извлекают модель пружинного стояка, накалывают вентиляционные каналы для выхода газов, включают вибратор (для лучшего отделения модели от смеси) и вручную снимают верхнюю полуформу с модельной плиты, кладут ее на бок на верстак. Продувают сжатым воздухом лад полуформы и канал стояка, затем также вручную снимают модельную плиту с нижней полуформы, устанавливают в нее стержни и верхнюю полуформу на нижнюю. Далее снимают обе опоки одновременно с формы, устанавливают форму на конвейер и надевают стальной жакет
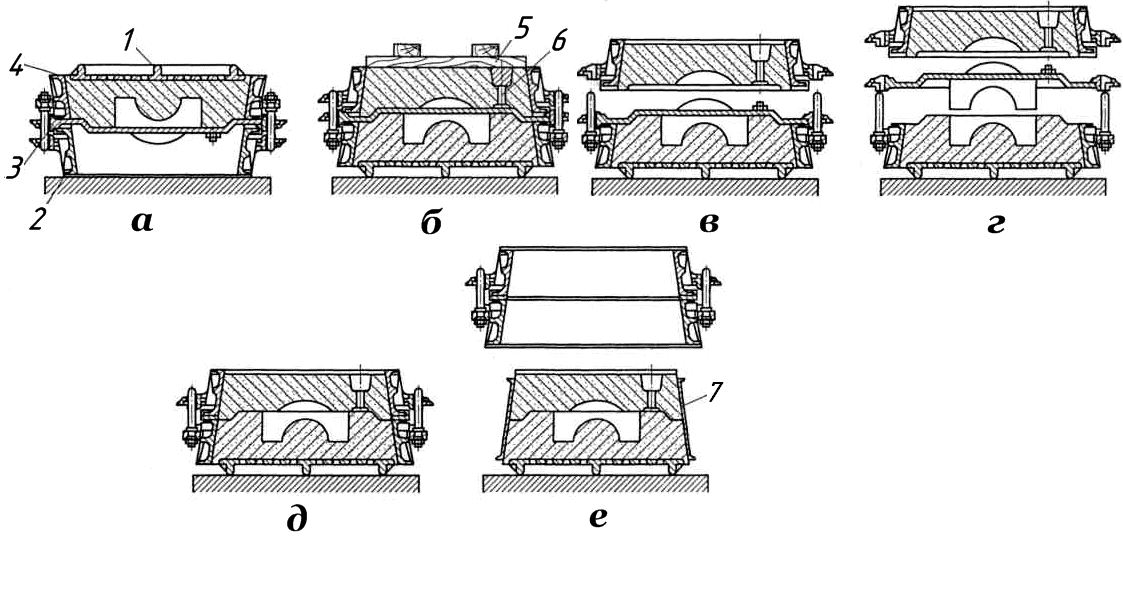
Рис. 5. Последовательность выполнения операций (а – е) изготовления безопочной формы: а – изготовление нижней полуформы; б – изготовление верхней полуформы; в– снятие верхней полуформы; г – снятие двусторонней модельной плиты; д – сборка формы; е – снятие опок и надевание жакета; 1 – подопочный щиток; 2, 4 – соответственно верхняя и нижняя опоки; 3 – модельная плита; 5 – прессовая плита; 6 – пружинный стояк; 7 – стальной жакет
При производстве поршневых колец широкое распространение получила этажная (стопочная) формовка с использованием круглых опок (рис. 6) небольшой (30 мм) высоты. Отливки располагаются по окружности вокруг центрального стояка. Стопка, как правило, делается довольно высокой 300…450 мм, и недостатком стопочной формовки является большой металлостатический напор, что приводит к такому дефекту, как подутие отливок, расположенных в нижней части стопки. Во избежание попадания шлака в отливку, особенно в первые моменты заливки, под чашу-нарощалку устанавливают расплавляющуюся пластину.
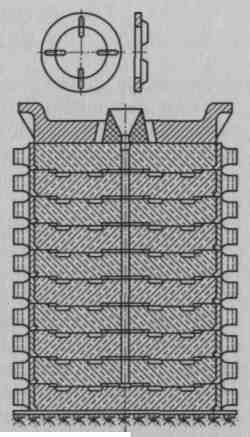
Рис. 6. Этажная формовка с использованием круглых опок
3. АВТОМАТИЗИРОВАННАЯ ОПОЧНАЯ И БЕЗОПОЧНАЯ ФОРМОВКА
Высокий уровень стабилизации технологических параметров, относящихся к форме и металлу, достигается в условиях автоматизированного производства. Операции выполняются на автоматизированных формовочных линиях (АФЛ) опочной и безопочной формовки. Каждая линия при этом имеет свою смесеприготовительную систему, плавку ведут дуплекс-процессом, что обеспечивает по сравнению с машинной формовкой более высокий уровень стабилизации технологических параметров, относящихся к форме и металлу, и повышение точности размеров и масс отливок в среднем на два класса по ГОСТ 26645.
Все операции по формовке, сборке, заливке и выбивке на этих линиях выполняются автоматически по заданному циклу. На рис. 7 показана схема автоматизированной линии производительностью 140 форм в час, на которой установлены две пары формовочных автоматов, из которых одновременно работает одна пара, изготовляющая на одном автомате верхние полуформы, на другом – нижние. Вторая пара автоматов является резервной и во время работы первой ее налаживают для выпуска отливок другого наименования.
Смесь подают к формовочным автоматам через установленные над машинами бункера 4. Автоматизированная загрузка бункеров обеспечивает бесперебойную подачу очередных порций смеси в дозатор. Убирают просыпающуюся смесь ленточными транспортерами 11, расположенными в подвальном помещении. Для отвода газов и пыли установлены вентиляционные отсосы 9.
Работа на автоматической линии происходит следующим образом. Пустые опоки с рольгангов-накопителей 3 и 16, соединяющих выбивные решетки 2 и 17 с формовочными машинами-автоматами 18 и 19, устанавливаются на протяжную раму машины, на столе которой закреплена подмодельная плита с моделями. Опоку заполняют формовочной смесью, производят встряхивание, прессование, вентилирование формы и протяжку модели. Заформованная нижняя полуформа выдвигается с машины на кантователь 10, который поворачивает ее на 180°. После этого нижняя полуформа передается на очередную тележку литейного конвейера
На участке конвейера между линиями нижних и верхних полуформ проверяется качество формы, устанавливаются стержни и направляющие штыри.
Заформованная верхняя полуформа выдвигается с протяжной рамы машины 18 на приемный роликовый стол 12. Со стола опока снимается манипулятором опоконакрывателя 6 (аналогичного опокаснимателю 5) и подается на ось литейного конвейера, где ожидает подхода очередной тележки конвейера с нижней полуформой.
Когда тележка поравняется с осью автоматической линии, происходит сцепление опоканакрывателя с поводком тележки. Опоконакрыватель и поводок тележки начинают двигаться вместе. За это время манипулятор опускает верхнюю полуформу на нижнюю, клещи размыкаются, и происходит сборка формы. Затем захват поднимается и опока-накрыватель возвращается обратно на ось линии.
Собранная форма проходит под подвесным конвейером прижимных грузов 15, который работает синхронно с литейным конвейером.
Подвесной конвейер автоматически накладывает на формы грузы перед заливкой и снимает их после затвердевания металла в формах.
Заливка металла полностью механизирована при помощи электрифицированных заливочных устройств 8 и приводной заливочной площадки 13.
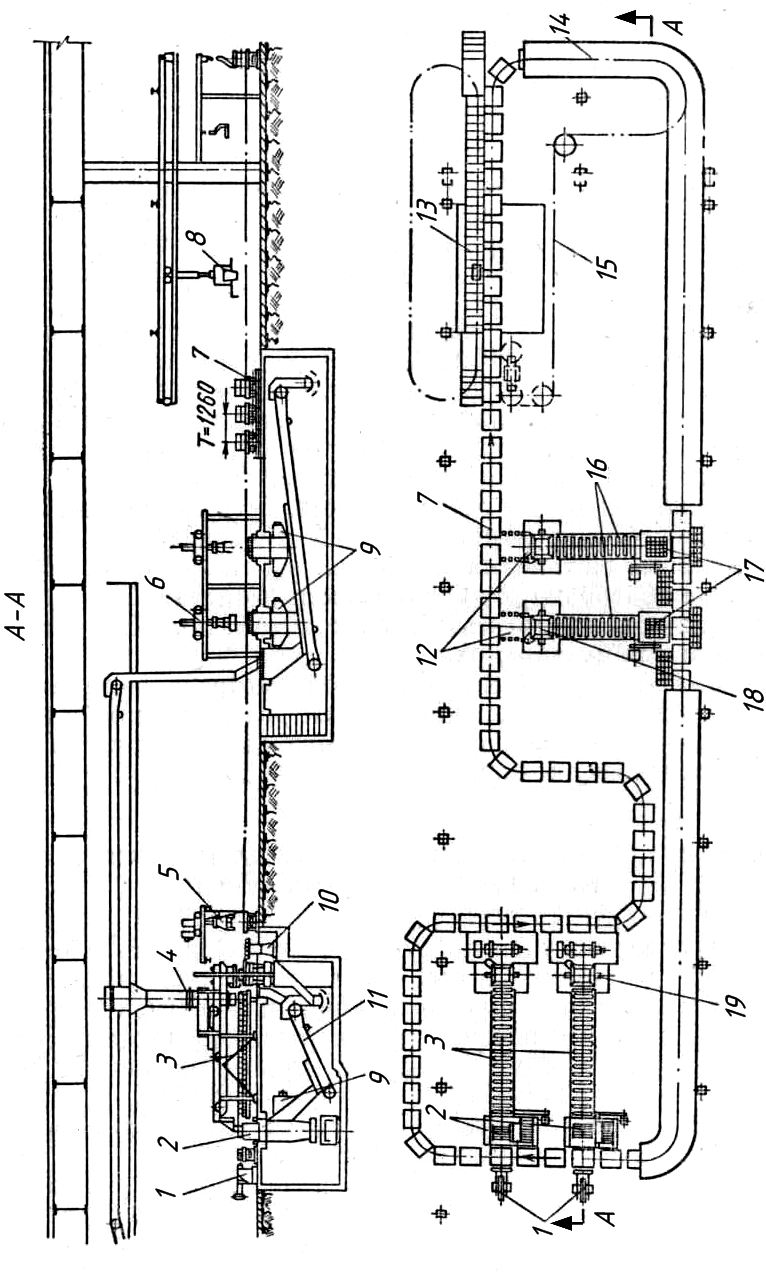
Рис. 7. Схема автоматизированной линии изготовления литья
Залитые формы после освобождения от прижимных грузов очищаются от заливов металла и подаются на охладительный участок 14 конвейера. Не дойдя до оси автоматической линии, очередная тележка литейного конвейера входит в зацепление с опокоснимателем 5, который во время совместного хода с конвейером снимает верхнюю полуформу и передает ее на выбивную решетку 17.
Нижняя полуформа с находящейся в ней отливкой продолжает свое движение на конвейере и при подходе тележки конвейера к оси одной из автоматических линий нижних полуформ сталкивается вместе с отливкой пневматическим толкателем 1 на выбивную решетку 2. Отливка и отработанная смесь проваливаются вниз, а опоки поступают в работу.
Управление линиями осуществляется через командоаппараты, частично сблокированные с литейным конвейером. На всех исполнительных механизмах установлены конечные выключатели, которые контролируют начало и конец операций, а в некоторых случаях подают импульсы электропневматическим клапанам исполнительных механизмов.
В автоматизированных линиях предусмотрена система сигнализации, оповещающая дежурного электрика о задержке той или иной операции. Невыполнение какой-нибудь операции на линии вызывает остановку конвейера.
На рис. 8 представлена АФЛ среднего и мелкого литья в ОАО «Волжский автомобильный завод» по опочному варианту формовки.
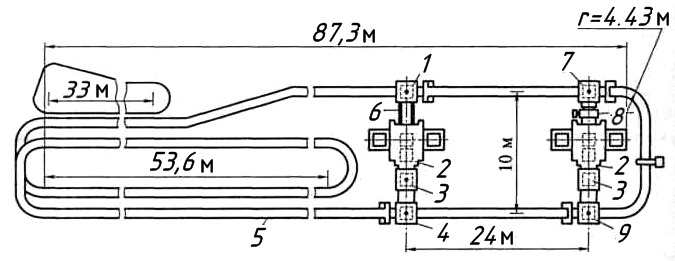
Рис. 8. Автоматизированная формовочная линия среднего и мелкого литья в ОАО «Волжский автомобильный завод»: 1 – сборщик форм; 2 – автомат изготовления верхней (нижней) полуформы 3 – выбивное устройство; 4 – распаровщик; 5 – литейный конвейер; 6 – рольганг; 7 – установщик форм на конвейер; 8 – кантователь; 9 – перестановщик форм; r – радиус поворота АФЛ
Опоки имеют размеры 700 х 800 х 260/260 мм. Линия, снабженная двумя автоматами «СПО-Матик», работающими в режиме встряхивания с одновременной подпрессовкой, имеет производительность 270… 280 форм в час. Давление прессования 1,2 МПа.
Залитая металлом форма после охлаждения поступает в распаровщик 4, который снимает верхнюю полуформу на ходу конвейера и передает ее в выбивное устройство 3. Выбивка формы осуществляется путем прошивки полуформы плоской прошивной плитой. Далее пустая опока поступает к автомату 2 изготовления верхней полуформы. Заформованная опока выходит из автомата на рольганг 6, который доставляет ее к сборщику форм 1.
Нижняя полуформа, оставшаяся на конвейере после снятия верхней опоки, с отливками и оставшейся массой формовочной смеси движется до перестановщика форм 9, который переставляет форму в выбивное устройство 3, работающее также по методу прошивки. Ком смеси вместе с отливками проваливается на вибролотки, расположенные на первом этаже цеха, и отливки, отделенные от формовочной смеси на вибролотках, поступают сначала в накопитель, а затем в короб охладительного толкающего конвейера. Пустая опока без кантовки (опока низа двусторонняя: обе стороны одинаковые, снабжены втулками) поступает в автомат формовки нижней полуформы 2, работающий аналогично автомату изготовления верха формы. Далее готовая нижняя полуформа попадает на конвейер, а по нему – сначала в кантователь 8, а затем в установщик форм 7, опускающий нижнюю полуформу на конвейер, по которому она через участок установки стержней поступает к сборщику форм 1, где выполняется ее накрытие верхней полуформой. После сборщика форма без установки грузов и дополнительного крепления поступает на заливочный участок. Веса верхней полуформы с массивной опокой достаточно, чтобы предотвратить раскрытие места стыка полуформ и уход металла по разъему. Операции, связанные с перестановкой полуформ и их сборкой, проводятся на непрерывно движущемся конвейере. На рис. 9 представлена АФЛ типа «DISA» для безопочной формовки с вертикальной плоскостью разъема. Производительность АФЛ при двухсменной работе составляет 5…7 тыс. т отливок в год.
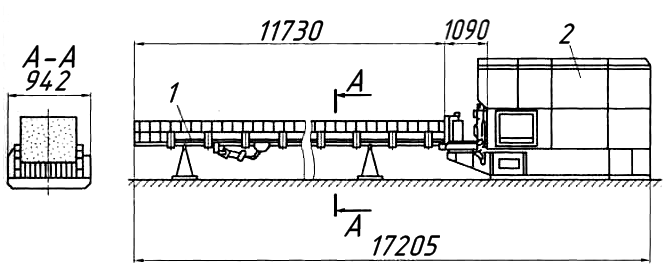
Рис. 9. АФЛ типа «DISA» для безопочной формовки с вертикальной плоскостью разъема: 1 – транспортная линия; 2 – формовочный автомат
Формовочная линия состоит из формовочного автомата 2 и транспортной линии 1. Формовочная камера машины имеет вид прямоугольного короба. С торцов камера закрывается прессовой и поворотной плитами, на которых смонтированы модельные комплекты. В нижней части камера ограждена донной плитой, вверхy – надувной плитой, через которую производится надув и предварительное уплотнение смеси пескодувным способом.
4. ПРОТЯЖКА МОДЕЛЕЙ И СТЕРЖНЕВЫХ ЯЩИКОВ
Ответственной операцией при изготовлении песчаных форм и стержней является протяжка модельно-стержневой оснастки (другими словами съем форм и стержневых ящиков).
При этом часто возникают подрывы, обвалы форм и стержней, или в них появляются трещины.
4.1. Анализ усилий, действующих на формы при протяжке моделей
С наибольшей вероятностью разрушению будут подвергаться выступающие части форм и стержней, которые литейщики называют болванами. Следует знать, что на выступающие части формы и стержней действуют четыре силы, показанные на рис. 10:
– сила РПР прилипания смеси к оснастке;
– силы трения, возникающие между смесью и оснасткой, особенно в момент их отрыва одной от другой,
где k – коэффициент трения смеси об оснастку; N – сила нормального давления смеси на оснастку, которая вызывается упругой деформацией смеси после снятия уплотняющей нагрузки;
– сила тяжести G выступающих частей форм и стержней
где тВ – масса выступающих частей; g – ускорение свободного падения;
– сила инерции РИН, возникающая при перемещении выступающих частей форм массой mВ, особенно при значительных скоростях протяжки,
где а – ускорение при перемещении выступающих частей формы или оснастки.
Перечисленные силы могут действовать на выступающие части по двум схемам, различающимся только направлением действия силы тяжести. В одном случае (рис. 10, а) сила тяжести способствует отрыву выступающих частей, в другом (рис. 10, б) – сила тяжести не участвует в отрыве.
Поэтому у литейщиков существует правило, согласно которому выступающие части следует располагать в нижней полуформе, которую перед протяжкой модели в любом случае кантуют (переворачивают на 180°) для установки стержней и сборки полуформ и, таким образом, устраняют действие одной из сил – силы тяжести выступающих частей.
Для уменьшения сил трения и прилипания литейщики издавна предусматривают на модельно-стержневой оснастке литейные (формовочные) уклоны. Также для уменьшения сил прилипания и сил трения на поверхности моделей и стержневых ящиков наносят разделительные покрытия, используя припылы (от слова «пыль») или модельные пудры и модельные смазки. Разделительные составы образуют водонепроницаемый слой, предотвращающий прилипание смесей к оснастке и уменьшающий силы трения.
Издавна в качестве припыла применяли ликоподий – светло-желтый порошок, жирный на ощупь, без запаха и вкуса, получаемый из зрелых сухих спор разных видов плауна, произрастающего в хвойных лесах.
В качестве припылов используют также кристаллический графит, цирконовый концентрат, электрокорунд, маршаллит, тальк (для цветного литья). Деревянные модели для лучшей их протяжки натирают графитом или протирают керосином.
Для уменьшения сил трения и прилипания смеси необходимо обеспечивать высокое качество поверхности вплоть до ее хромирования. Деревянные модели, как правило, должны окрашиваться.
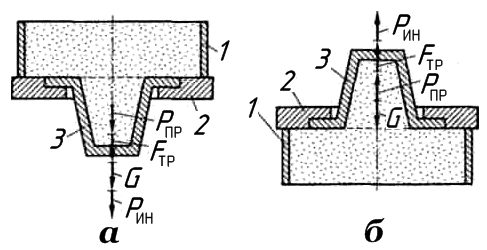
Рис. 10. Схемы действующих на выступающие части формы сил: а – протяжка модели, когда сила тяжести отрывает выступающую часть (болван) формы; б – протяжка модели, когда сила тяжести не участвует в отрыве выступающей части (болвана) формы; 1 – опока; 2 – модельная плита; 3 – модель; РПР – сила прилипания; FTP – сила трения; G – сила тяжести; РИН – сила инерции
Для металлических моделей иногда используют их подогрев до температуры 40…50 °С, который необходим при интенсивной работ в массовом производстве во избежание конденсации влаги, когда на формовку подается неостывшая формовочная смесь.
На металлические модели через определенное число операций формовки в обязательном порядке необходимо наносить слой модельной смазки, называемой иногда антифрикционной. Это название не является точным, так как смазка уменьшает не только силы трения, но и силы прилипания. Рекомендуется более предпочтительное ее название – модельная смазка. Хорошо зарекомендовала себя модельная смазка, состоящая из 10 % олеиновой кислоты и 90 % керосина, а также запатентованные составы смазок, разработанных в ряде фирм.
При выполнении литейных уклонов и использовании разделительных покрытий модель перед съемом формы расталкивают вручную ударом киянки по прутку, один конец которого входит в модель, или включением смонтированного на модельной плите вибратора при машинной формовке.
Операция расталкивания снижает точность отливок: ручное расталкивание увеличивает размеры полости формы на 1,0… 1,5 мм (зависит от квалификации формовщика), вибратор при машинной формовке – на 0,2…0,5 мм.
Большое значение для предотвращения подрывов формы имеют правильное положение опоки (формы) и точность механизма протяжки, так как даже небольшой перекос опоки относительно модели вызывает подрыв формы.
4.2. Конструктивные решения, обеспечивающие качественную протяжку моделей.
Как уже было отмечено, нижние полуформы, в которых предпочтительнее располагать выступающие части (болваны), перед протяжкой модели поворачивают на 180°. Именно поэтому для изготовления верхних и нижних полуформ используют разные машины. Для нижних полуформ («низов») применяют машины с поворотной плитой или перекидным столом, а для верхних («верхов») – без таковых. Приемные столы для полуформ после кантовки, как правило, снабжаются так называемыми «нивелирующими механизмами». Назначение нивелирующего механизма – обеспечить протяжку модели при неправильной тыловой поверхности опоки или неровном подопочном щитке. Если такую опоку опускать на жесткий приемный стол, то она повернется относительно оси. Произойдёт перекос формы относительно модели, обрыв формы или образование трещин. Поэтому приемный стол снабжают приспособлением в виде двух (или более) брусков, опирающихся на пружины или другие податливые опоры. При соприкосновении опоки с брусками они «приспосабливаются» к неправильной тыловой поверхности опок и прилегают к ней. Далее с помощью особого устройства приемные бруски жестко фиксируются в этом положении, и опока при протяжке модели уже остается неподвижной относительно приемного стола. Несмотря на неправильную тыловую поверхность опоки или неровный подопочный щиток, на который она принимается, перекоса формы относительно модели не будет.
В современных формовочных машинах (в том числе для автоматизированных линий) большое значение придают точности протяжки, которая достигается высокой точностью механических систем, а в последние годы благодаря системам с электронным управлением (регулированием). В одной из систем с электронным регулированием, выполненной фирмой «Kunkel Wagner» (Германия), не только регулируется собственно движение протяжки (в данном случае движение формы относительно модели), но и контролируется перекос формы относительно модели.
Движение протяжки обеспечивается по заданному графику изменения скоростей протяжки. В частности, собственно съем происходит при замедленной скорости и при этом устраняется инерционная сила, направленная на отрыв болвана. Остаточный ход выполняется с повышенной скоростью.
Перекос формы относительно модели вызывается возможным отклонением от параллельности осей цилиндров протяжки. Достигнуто максимальное отклонение осей, равное 0,06 мм и не зависящее от размера опок. Названное отклонение невозможно получить при применении только механических направляющих систем без использования сложных дополнительных мер. Кроме того, механические направляющие системы изнашиваются в процессе работы и не дают возможности обеспечить названную точность. Электронная система позволяет осуществить регулирование отклонения осей до достижения заданного износа.
Описанная протяжка с электронным управлением позволила изготовить форму для гильзы цилиндров с внутренним диаметром 100 мм и высотой 300 мм. При этом литейные уклоны составили 0,12° для наружного контура и 0,15° для внутреннего контура гильзы. Твердость болвана составляет 85… 90 ед., при этом вся гильза располагается в верхней полуформе вопреки правилу, приведенному выше. Форма не должна кантоваться, так как при повороте висячие болваны разрушаются от напряжений изгиба.
Кроме конструктивных решений, в формовочных машинах для обеспечения протяжки используют специальную оснастку с элементами, поддерживающими выступающие части формы. На рис. 11, а представлен модельный комплект, состоящий из протяжной 1 и модельной 6 плит.
На протяжной плите по штырям устанавливают опоку 4. На модельной плите закреплены выступающие части 5 модели, между которыми располагается выступ 2 полуформы. При перемещении модельной плиты 6 относительно протяжной плиты 1 и полуформы 3 выступ опирается на горизонтальную часть модели или протяжной плиты. Такая оснастка дороже обычной, в процессе работы происходит абразивное изнашивание сопрягаемых частей, что уменьшает геометрическую точность отливки.
Известна оснастка (рис. 11, б), в которой выступ 2 опирается на подпружиненную горизонтальную вставку 7 модельной плиты. Перед засыпкой смеси и уплотнением полуформы вставку опускают вниз, и она сжимает пружину 9. В оснастке, приведенной на рис. 11, б, это делает опока 4, которая через штыри воздействует на поперечину 8. При подъеме полуформы 3 вставка 7 на начальном отрезке пути прижимается пружиной 9 к выступу 2, способствуя его отрыву от формы и поддерживая при движении.
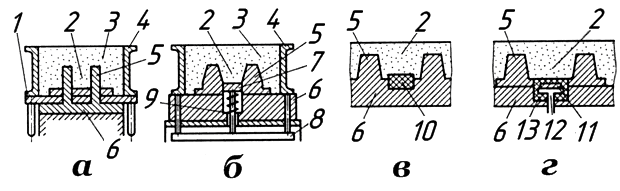
Рис. 11. Оснастка для поддержки выступа полуформы при извлечении модели из полуформы: а – извлечение и отделение формы от оснастки с использованием протяжно плиты; б – то же, но с использованием подпружиненного элемента; в – то же, но с использованием упругой вставки; г – то же, но с использованием упругой вставки из эластичного материала с полостью для сжатого воздуха; 1 – протяжная плита; 2 — выступ полуформы; 3 — полуформа; 4 – опока; 5 — выступающая часть модели; 6 – протяжная модельная плита; 7 – подпружиненная вставка; 8 – поперечина; 9 – пружина; 10 – упругая вставка; 11 — пластина; 12– полость; 13 – вставка из эластичного материала
Применяют также модельные плиты 6 с упругими вставками 10, например из резины или пластмассы (рис. 11, в). При уплотнении смеси такая вставка сжимается. При извлечении модели вставка 10, разжимаясь, поддерживает выступ 2, особенно в момент отрыва. Вертикальный размер выступа над вставкой при таком способе будет изменяться от формы к форме.
Такого недостатка не имеет вставка 13 из эластичного материала с полостью 12 (рис. 11, г). При извлечении модели в полость впускают сжатый воздух, верхняя часть вставки поднимается упирается в выступ 2. Для того чтобы верхний торец вставки был плоским, в полость вставляют пластину 11.
Машинная формовка.
Машинная формовка применяется для производства отливок в массовом и серийном производствах. При машинной формовке вместо моделей используют модельные плиты, на которых закрепляют модели отливки, модели литниковой системы, а также центрирующие штыри и втулки. Плиты односторонние, т.е. на одной плите монтируют половины моделей верхней полуформы, на другой — нижней полуформы.
Машинная формовка обеспечивает равномерное уплотнение формовочной смеси, более высокую геометрическую точность отливок, повышает производительность труда, исключает трудоемкие ручные операции.
По способу уплотнения смеси применяются прессовые, встряхивающие, пескодувные и пескострельные машины, пескометы.
Принцип действия прессовых машин заключается в уплотнении формовочной смеси в опоке путем сжатия ее вместо набивки.
Уплотнение смеси может осуществлять верхним и нижним прессованием, из которых более широкое применение нашли машины с верхним прессованием.
На столе 6 машины закрепляется подмодельная плита с моделью 5 (рис. 2.8). На плиту по штырям устанавливают опоку 1 и наполнительную рамку 4 с формовочной смесью.

Рис. 2.8. Схема верхнего прессования:
- 1 — опока; 2 — колодка; 3— траверса; 4 — наполнительная рамка;
- 5 — модель; 6 — стол машины
Сжатым воздухом стол вместе с опокой поднимается вверх, и колодка уплотняет формовочную смесь. Наибольшее уплотнение смеси происходит в верхней части опоки, а наименьшее — у самой модели 5.
Прессовые машины применяют при изготовлении невысоких форм (до 200 мм) в опоках площадью 600 х 800 мм.
Сущность процесса уплотнения встряхиванием приведена на рис. 2.9, а. На столе машины укрепляют модельную плиту с моделью 3. По штырям устанавливают опоку 4 и после заполнения ее смесью в полость цилиндра 1 подают сжатый воздух, под давлением которого поршень со столом, моделью, опокой с формовочной смесью поднимается вверх на высоту 25. 100 мм. Впускное отверстие перекрывается боковой поверхностью поршня, а выхлопное отверстие открывается. Давление воздуха под поршнем резко снижается и стол под действием собственной массы падает и ударяется о станину машины. В результате удара происходит уплотнение формовочной смеси, однако за один удар смесь в опоке не может хорошо уплотниться, поэтому удары повторяются с частотой 30. 80 ударов в минуту.
Наибольшая плотность набивки при встряхивании у модели, наименьшая — в верхних слоях, что приводит к необходимости дополнительного уплотнения верхних слоев подпрессовкой (рис. 2.9, б). Поэтому на практике большое распространение получили встряхивающие машины с верхней допрессовкой. Недостаток встряхивающих машин — их сравнительно невысокая производительность и сильный шум в цехе из-за ударов стола.

Рис. 2.9. Схема уплотнения встряхиванием (а) и подпрессовкой (б):
- 1 —цилиндр; 2 — стол; 3 — модель;
- 4 — опока; 5 — прессовое устройство
Для набивки средних и крупных форм, а также для изготовления стержней применяют пескометы (рис. 2.10). Основное звено пескомета — метательная головка, в которую по ленточному транспортеру непрерывно подается формовочная смесь. На роторе 3 закреплены лопатки — ковши У, которые при быстром вращении ротора (1500 об/мин) захватывают смесь 2. Благодаря центробежной силе смесь уплотняется в самом ковше, а затем спрессованный пакет выбрасывается вертикально вниз в опоку.
Метательная головка во время работы пескомета равномерно перемещается по площади над опокой и создает равномерное уплотнение всех слоев смеси, независимо от площади и высоты опоки. Пескомет применяют для уплотнения крупных литейных форм.
В серийном и массовом производствах применяются пескодувные и пескострельные машины. Как пескодувные, так и схожие с ними по принципу действия пескострельные машины обеспечивают высокую производительность, но плотность набивки смеси невелика. Поэтому такие машины широко используются для изготовления стержней, прочность которых определяется главным образом применяемыми крепителями, а не плотностью набивки.

Рис. 2.10. Схема работы пескомета:
- 1 — ковш; 2 — формовочная смесь; 3 — ротор; 4 — кожух;
- 5 — пакет смеси; 6 — модель; 7 — опока
Более удобны и производительны пескострелъные машины (рис. 2.11).
В этих машинах сжатый воздух поступает в пескострельную головку 4 и, проходя через перфорированные стенки гильзы 5, выстреливает смесь в стержневой ящик (или опоку) 8. Выход воздуха из стержневого ящика происходит через венты 6.
Автоматическая безопочная формовка используется для изготовления мелких отливок из чугунов и стали в серийном и массовом производствах.
Пескострельная головка 3 (рис. 2.12) осуществляет заполнение пространства между модельными плитами 3 и 5 формовочной смесью и предварительное ее уплотнение. Окончательное уплотнение происходит при перемещении левой модельной плиты под действием прессового цилиндра 1. По окончании уплотнения правая модельная плита отбрасывается вверх и поршень перемещает уплотненный ком смеси влево, прижимая его к ранее полученным комьям. Отпечатки моделей, расположенные на двух смежных сторонах комьев, образуют полости формы 6 (см. рис. 2.12, б), которые представляют собой непрерывный ряд форм, заливаемых расплавленным металлом.

Рис. 2.11. Схема работы пескострелыюй машины:
Рис. 2.12. Схема безопочной формовки:
а — схема машины; б — схема заливки;
1 — прессовый цилиндр; 2 — прессовая плита; 3, 5 — модельные плиты; 4 — пескострельная головка; 6 — полость формы;
А, Б, В, Г — этапы формовки
После затвердевания и охлаждения отливок формы разрушают, формовочную смесь отправляют на повторное использование, а отливки — в отделение обрубки.
Автоматические формовочные линии.
В современных литейных цехах формовочные машины располагаются около замкнутого конвейера (рис. 2.13), который состоит из ряда тележек 8, движущихся по рельсам транспортера 6. Пустые опоки с позиции выбивки 7 подаются к формовочным машинам низа 1 и верха 2. Нижние полуформы переворачивают на 180° и передают на конвейер, где в них устанавливают стержни. Верхние полуформы передаются на позиции б, где происходит сборка форм. На участке 4 происходят заливка форм расплавленным металлом и перемещение их по охлаждающей ветви конвейера 3 к позиции выбивки форм. Здесь литейные формы устанавливаются на вибрационную решетку, формовочная смесь разрушается и просыпается через решетку, на которой остаются отливки.
Источник https://itexn.com/10353_avtomaticheskie-linii-ponjatija-naznachenie-i-struktury.html
Источник https://extxe.com/474/tehnologija-mashinnoj-formovki/
Источник https://studme.org/227615/tehnika/mashinnaya_formovka