Особенности литья алюминия под давлением
Литье алюминия под давлением является одним из востребованных процессов обработки металла, из которого с помощью воздействия высоких температур создают изделия любой нужной (даже самой сложной) конфигурации. Алюминиевое литье под давлением используется на производстве для создания качественных, прочных и надежных деталей, отличающихся неповторимыми свойствами.
Описываемый процесс относится к числу полностью механизированных манипуляций, в ходе которых расплавленный металл подается в специальную разъемную форму под искусственно созданным давлением с помощью поршня, движущегося с достаточно большой скоростью.
Такой способ отливки гарантирует отсутствие усадки и высокий уровень точности выполнения работ. В процесс такого создания деталей практически исключено существование бракованных изделий. Это является одним из важнейших преимуществ описываемого процесса. Созданные таким образом детали и другие изделия нашли применение в:
- приборостроение; ;
- авиастроение.
Алюминий – мягкий, но весьма прочный металл, которые сложно поддается различным видам обработки, но отличается довольно низкой температурой плавления, позволяющей заниматься его литье даже в домашних условиях или в условиях небольшой мастерской. Конечно наиболее точный налаженный процесс возможен при использовании профессионального оборудования, установленного в производственных цехах.
Подготовка к процессу
В процессе литья алюминия под давлением расплавленный металл заливают в специально подготовленные формы, нагнетая его с помощью поршня.

Поршень, движущийся с большой скоростью, не дает возможности горячему металлу изменить запланированную форму и полностью устраняет их его массы пузырьки воздуха, обеспечивая отсутствие усадки.
Распределение горячей массы жидкого алюминия происходит стремительно, подготовленная форма заполняется очень быстро, после чего вся масса, заполнившая ее, постепенно застывает в точности повторяя установленную конфигурацию детали.
При изготовлении элементов с полостями используются машины, оснащенные специальными поршнями, обеспечивающими проникновение внутрь заполненной формы.
Процесс литья под давлением алюминиевых сплавов получил широкое распространение, а изготовленные таким образом детали, пользуются огромным спросом благодаря высоким показателям ковкости и пластичности исходного материала.
Во время работы используют так называемые пресс-формы, в которых и осуществляется процесс литья алюминия под давлением.
Особенности производственного процесса
Литье алюминия под давление на производстве используется для изготовления деталей различных размеров и форм, а также других отливок. Во время производственного процесса нагретый до температуры 600˚Цельсия расплавленный алюминий под большим давлением подается в изготовленную из стали пресс-форму.

Главные отличительные черты и особенности литья, осуществляемого в условиях производственных цехов:
- быстрое нагревание металла до температуры плавления;
- точная подача определенного количества сырья, предназначенного для отливки;
- полная автоматизация производственного процесса;
- создание достаточно высокого давления для качественного выполнения работ.
Все это позволяет получать качественные детали и составляющие машин и приборов, изготовленные с высокой точностью и в самые короткие сроки. Еще одна отличительная черта, которая может быть признана преимущество изготовления деталей из алюминия при помощи литья под давлением – высокая производительность при минимальной трудоемкости процесса.
Производители пользуются этими положительными качествами для создания большого количества качественных деталей различной конфигурации, предназначенных для использования в самых различных областях промышленности.
Неотъемлемое достоинство литья алюминия под давление заключается еще и в том, что изготовленные таким способом составляющие приборов и другие элементы практически не нуждаются в дополнительной обработке, проводимой механическим путем.
Для осуществления всех необходимых операций особой популярностью у производителей пользуется применение машин для литья алюминия под давлением, используемых в условиях производственных цехов.

Это машины, оснащенные камерой прессования:
На многих предприятиях широко используют горизонтально установленные холодные камеры прессования, в которые под давлением подается расплавленный алюминий.
Разнообразие и использование сплавов, необходимые станки и формы
Повышенным спросом пользуются изделия из алюминиевых сплавов:
- Силумин – сплав алюминия с кремнием. После добавления в его состав магния, конечный продукт становится чрезвычайно прочным. Это один из самых низкоусадочных и высокогерметичных сплавов. При изготовлении не подвержен растрескиванию и используется для создания элементов, подвергающихся небольшим нагрузкам.
- С целью создания фасонного литья используется сплав, в состав которого помимо самого алюминия входят медь, кремний и железо. Такая заготовка прекрасно отделяется от формы и отличается высокой прочностью.
- При создании высокопрочных элементов используют сплав алюминия с добавлением кремния, никеля, меди и цинка.
Тот или иной сплав выбирается в зависимости от задач, которые предстоит выполнить изготовленным деталям и нагрузок, которые готовые элементы должны будут выдержать.
Все операции проводят на специально созданном оборудовании, которое может быть использовано как в условиях производственного цеха, так и в небольшой частной мастерской.
Пользуясь специальным оборудованием для литья алюминия можно создавать предметы, необходимые в быту и детали, весьма значимые при сборке различных машин и агрегатов.
Для создания вышеперечисленных сплавов необходимо использование машин, оснащенных как холодной, так и горячей камерами, предназначенными для плавления металла. Машины с горячими камерами необходимы при производстве сплавов, в состав которых введен цинк. Расплавленный металл внедряется во внутреннее пространство пресс-формы постепенно. Он заполняет всю форму.
Во время работы со сплавами, в составе которых содержится магний и медь, отливки производятся благодаря тому, что расплавленный состав внедряется внутрь пресс-формы под довольно большим давлением. Его уровень в определенных ситуациях достигает 700 Мпа. Именно такой способ производства позволяет заметно повысить производительность труда, не повышая трудоемкости процесса, а изготовленным таким образом детали не требуют механической обработки.
Выбор оборудования при создании цеха или организации процесса литья основан на особенностях технологического процесса. При литье алюминия под давлением он заключается в следующем:
- В раскаленной печи металл нагревается до температуры плавления и переходит в жидкое состояние.
- В это время в цеху должна быть подготовлена специальная пресс-форма, внутренний контур которой полностью соответствует параметрам будущей детали.
- Расплавленный металл под большим давлением подается в подготовленную пресс-форму.
- После остывания из разъемной пресс-формы извлекают готовое изделие.

Сегодня некоторые производители пользуются и другими способами литья. Это может быть литье в землю, песок или цемент, но литье алюминия под давлением дает возможность получить изделие, минимальная толщина стенки которого меньше миллиметра. А все может достигать от 4 до 12 кг.
Устройства
Машины для литья алюминия под давлением отличаются рядом особенных технических характеристик. Зная некоторые параметры и выбирают наиболее подходящее оборудование, на котором предстоит работать:
- Производительность. Стоимость машины для литья алюминия под давлением напрямую зависит от того, сколько деталей она способна изготовить за один час и при использовании в производственном режиме за 8–10 рабочего времени. Чем выше производительность, те выше стоимость машины.
- Масса отливок. Этой характеристики зависит и то какими насосами, двигателями поршнями с наконечниками должно быть укомплектовано устройство.
- Габариты и вес оборудования. Выбор полностью зависит от размера производственного помещения и общих производственных площадей.

Машины, предназначенные для литья алюминия под давлением, имеют непосредственное отношение к крупногабаритной производственной технике, хотя современные производители предлагают и оборудование, созданное для использования на мини-заводах. Большую роль в выборе играет стоимость машины. Она основана на совокупности всех выше перечисленных качеств, которыми должно обладать оборудование, используемое как в производстве, так и в условиях небольшой мастерской.
Большинство современных моделей машин для литья алюминия под давлением оснащены компьютерным блоком, многочисленными датчиками, способными считывать и анализировать данные о выполнении операций, высококлассной гидравлической системой. Сделать правильный выбор можно только сопоставив возможности приобретаемого оборудования и потребности пользователя.
Оборудование для литья под давлением
При литье под давлением металлический сплав в жидком или твердожидком состоянии подается в камеру прессования специальной машины, откуда под давлением 20. . .250 МПа, создаваемым перемещающимся в этой камере поршнем, со скоростью от 1 до 60 м/с через тонкий (0,1. . . 0,3 мм) щелевой питатель заполняет полость подогретой и смазанной пресс- формы и затвердевает в ней При раскрытии пресс-формы отливка выталкивается.
Литьем под давлением можно получать сложные (например, корпус карбюратора автомобиля, блок цилиндров двигателя внутреннего сгорания) тонкостенные (до 1 мм) отливки с мелкими (диаметром до 1 мм) длинными отверстиями, с готовой резьбой, надписями, рельефом, накаткой, с шероховатостью поверхности не хуже Ra = 2,5, с точностью размеров до 9-го квалитета, с припусками на обработку резанием 0,3. . . 0,5 мм из цинковых, алюминиевых, магниевых и медных сплавов в течение 0,08. . . 0,7 мин.
Впервые литье под давлением было применено Г. Бруссом в 7 г. при изготовлении литер для набора форм высокой печати в полиграфии. В 8 г. был получен первый патент на поршневую машину для заливки металла под давлением. В машиностроении литье под давлением начали применять с 1849 г. для производства мелких деталей из оловянно-свинцовых сплавов. Машина конструкции В. Стуржиса, используемая для этих целей, имела ручной поршневой привод, с помощью которого в камере прессования, расположенной внутри тигля с расплавленным металлом, создавалось давление 100. . .150 Па. В 60-х гг. XIX в. литье под давлением стали применять для изготовления отливок из сплавов на цинковой основе. Для повышения производительности ручной привод в поршневых машинах заменили пневматическим В конце XIX в были сделаны попытки использовать при литье под давлением алюминиевые, а затем и медные сплавы.
В 1924 г. специалисты фирм Ekkert (Германия) и Polak (Чехословакия) сконструировали и изготовили машины с холодной вертикальной камерой прессования.
В СССР промышленное освоение литья под давлением началось в 1920-е гг. В 1923 г. А. Ф. Дурниенко в Москве, а в 1925 г. инженер Б.Ю. Юнгмейстер в Ленинграде организовали первые производства отливок под давлением. В 8 г. в СССР были выпущены серии машин ОВП с холодной камерой, расположенной непосредственно в пресс-форме. В 9 г. на заводе «Красная Пресня» изготовили машину модели ЛД-7 с вертикальной камерой прессования.
1. Виды оборудования для литья под высоким давлением
Машины для литья под давлением бывают с горячей (поршневые и компрессорные) или с холодной (поршневые) камерой прессования. Поршневые машины могут иметь вертикальную или горизонтальную камеру прессования. Получили распространение три схемы и, соответственно, три типа машин литья под давлением:
- с холодной горизонтальной камерой прессования;
- с холодной вертикальной камерой прессования;
- с горячей вертикальной камерой прессования.
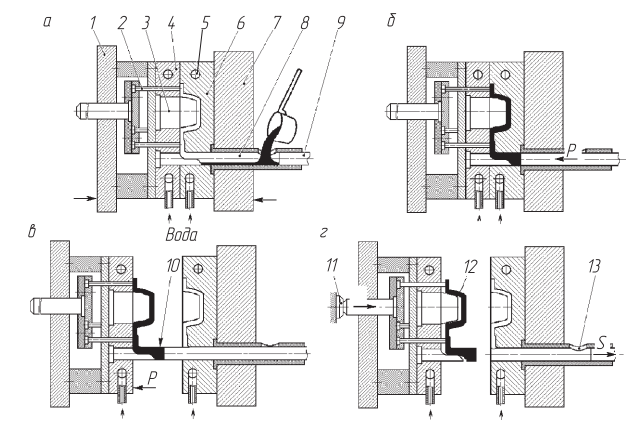
Рис. 1. Схема литья под давлением на машинах с холодной горизонтальной камерой: а — заливка металла в камеру прессования; б — заполнение металлом пресс- формы; в — разъединение половин пресс-формы; г — выталкивание отливки
В машинах с холодной горизонтальной камерой (рис. 1) пресс-форма состоит из неподвижной 6 и подвижной 4 полуформ. Первая прикреплена к неподвижной плите 7 машины, а вторая — к подвижной плите 1. Пресс-формы могут иметь каналы 5 для водяного охлаждения. Стержни 3 (металлические) для образования полостей и отверстий в отливках находятся, как правило, в подвижной полуформе. Для извлечения отливки из формы предусмотрены выталкиватели 2, которые жестко закреплены в плите выталкивателей.
Запорный механизм машины надежно прижимает подвижную полуформу к неподвижной, после чего в цилиндр 8, называемый камерой прессования, через отверстие 13 заливают порцию сплава и включают механизм прессования. Плунжер 9 перекрывает заливочное отверстие и создает давление в камере Сплав через литниковую щель заполняет полость пресс-формы и затвердевает.
Как только отливка затвердеет, подвижную часть пресс-формы вместе с отливкой отводят Вместе с подвижной частью формы движется плунжер 9, который из камеры прессования выталкивает пресс-остаток 10. Плита толкателей перемещается вместе с пресс- формой до упора 11. Упор останавливает плиту толкателей, а пресс- форма продолжает перемещаться. Выталкиватели «снимают» отливку 12 со стержня 3, и она падает на транспортер или в контейнер. Пресс-форму обдувают сжатым воздухом, смазывают рабочую поверхность, закрывают, и процесс повторяется.
На станине 1 машины с холодной горизонтальной камерой прессования моделей 711А06. . . 71119 (рис. 2) по направляющим 3 под действием самотормозящей рычажной системы 4, приводимой в действие гидравлическим цилиндром 2, перемещается подвижная плита 6 с гидровыталкивателем 5. На этой плите устанавливается подвижная часть пресс-формы 7. Неподвижная часть пресс-формы 8 устанавливается на неподвижной плите 9 с камерой прессования 10, куда заливается порция сплава, загоняемая в пресс-форму пресс- поршнем цилиндра 11.
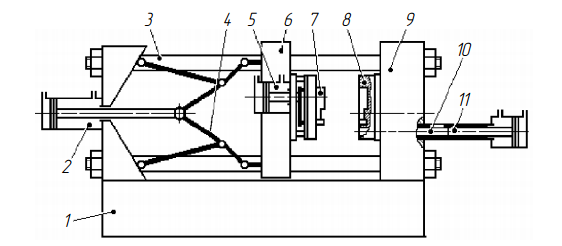
Рис. 2. Схема машины литья под давлением с горизонтальной холодной камерой прессования
Механизм запирания пресс-формы должен обеспечивать ее надежное удержание в замкнутом состоянии Усилие запирания машин с холодной горизонтальной камерой прессования 1000. . .35 000 кН. Часто механизм запирания построен на основе мощных рычажных самотормозящих систем.
На рис. 3 показана машина модели 711А08 с холодной горизонтальной камерой прессования с усилием запирания пресс-формы 2500 кН. Она имеет ход подвижной плиты 450 мм и массу заливаемой порции алюминиевого сплава 4,7 кг Наибольшая скорость холостого хода прессующего плунжера не менее 5 м/с.
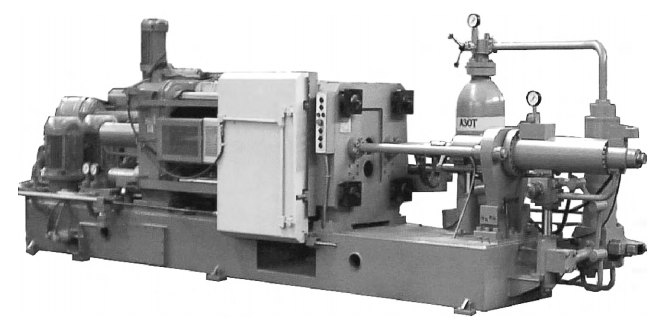
Рис. 3. Машина литья под давлением модели 711А08
В конструкции машины предусмотрена возможность подключения автоматического манипулятора для заливки металла, манипуляторов для смазки пресс-формы и снятия отливок, устройств для контроля извлечения отливок и смазки пресс-плунжера, а также управления стержнями, установленными на подвижной и неподвижной полуформах, по заданной программе. Система управления выполняется на релейной элементной базе или на базе программируемого контроллера.
При использовании схемы с холодной вертикальной камерой (рис. 4) в смазанную вертикальную камеру прессования 5 заливают дозу сплава 4. При движении вниз плунжер 3 давит на сплав и вместе с ним перемещает вниз пяту 2, в результате чего открывается отверстие 1, соединяющее камеру прессования с полостью пресс-формы. Расплавленный металл под давлением заполняет полость После заполнения пресс-формы плунжер поднимается вверх, а специальный механизм поднимает пяту 2 Пята отрезает литник и поднимает пресс-остаток.
Литьевая машина CLV 100.01 с вертикальной холодной камерой прессования фирмы VIHORLAT (Словакия) с усилием запирания формы 1000 кН показана на рис. 5. При съеме отливки она развивает усилие выталкивателя от 5,5 до 70,75 кН при ходе гидровыталкивателя 80 мм. Сила впрыскивания расплавленного металла от 54 до 178 кН. Ход впрыскивающего поршня 270 мм.
В питающую камеру диаметром 80 мм можно влить до 1,3 кг алюминия. Время одного холостого цикла 6,5 с.
Машины с вертикальной холодной камерой прессования отличаются от рассмотренных ранее меньшими габаритными размерами, но имеют более длинный цикл и примерно на 20 % меньшую производительность.
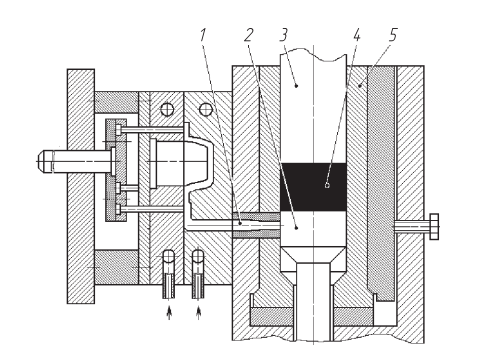
Рис. 4. Схема литья под давлением на машинах с холодной вертикальной камерой: 1 — электрошкаф; 2 — пульт управления; 3 — подвижная плита; 4 — неподвижная плита; 5 — силовой цилиндр пресс-плунжера
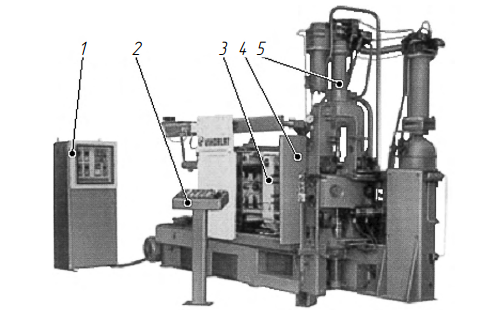
Рис. 5. Литьевая машина с вертикальной холодной камерой
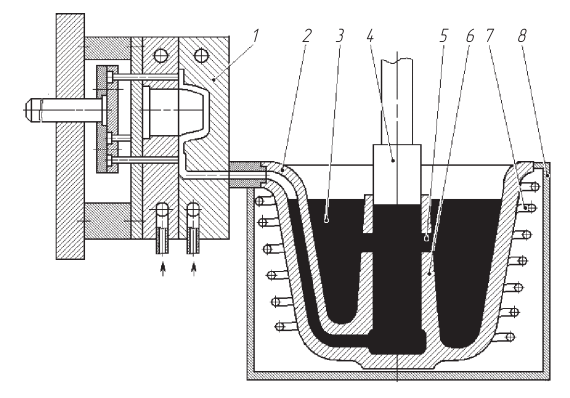
Рис. 6. Схема литья под давлением в машинах с горячей вертикальной камерой
Машины с горячей вертикальной камерой прессования (рис. 6) имеют печь 8 с чугунным тиглем 2, в котором сплав 3 поддерживают в жидком состоянии электрическим нагревателем 7. Камера прессования 6 составляет одно целое с тиглем. Когда пресс-плунжер 4 поднят, через отверстие 5 камера заполняется сплавом. При движении вниз пресс-плунжер перекрывает отверстие 5 в камере прессования и сплав под давлением заполняет пресс-форму 1.
Блок-схема машины с горячей вертикальной камерой прессования представлена на рис. 7. На станине 1 по направляющим 3 под действием самотормозящей рычажной системы 4, приводимой в действие гидравлическим цилиндром 2, перемещается подвижная плита 6 с гидровыталкивателем 5 На этой плите устанавливается подвижная часть пресс-формы 7. На неподвижной плите 9 устанавливается неподвижная часть пресс-формы 8 с каналом литниковой системы для подачи расплавленного металла Камера прессования 13 отверстием 14 соединена с ванной расплавленного в тигле металла.
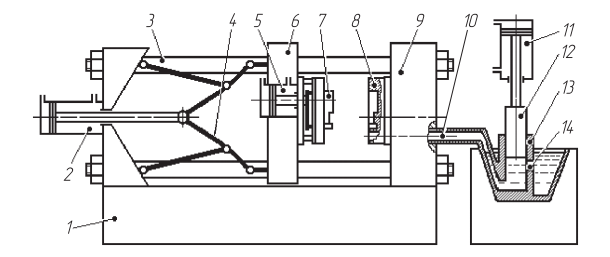
Рис. 7. Схема машины литья под давлением с горячей вертикальной камерой прессования
При опускании с помощью цилиндра 11 пресспоршня 12 порция сплава по каналу 10 загоняется в закрытую пресс-форму 7—8. После остывания металла пресс-форма раскрывается, отливка направляется на дальнейшую обработку, а пресс- форма очищается, смазывается, закрывается. Цикл заливки повторяется.
Машина с вертикальной горячей камерой прессования для литья под давлением IPZ 300 фирмы Italpresse (Италия) показана на рис. 8. Как и изображенная на схеме, она включает печь 1 для плавки металла в тигле 2, пресс-плунжер 3, цилиндр высокого давления 4 для управления пресс-плунжером, неподвижную плиту 5 и остальные необходимые для работы узлы.
Машина 713А05М в автоматическом режиме производит обдувку, смазку и запирание пресс-формы, впрыск металла, выдержку времени кристаллизации отливки, раскрытие пресс-формы, выталкивание отливки. Масса заливаемой порции цинкового сплава 1,8 кг. Время холостого цикла не более 3 с. Она не требует использования специальных заливочно-дозирующих агрегатов.
2. Машины литья под низким давлением
Машины, в которых металл движется под действием сжатого воздуха, называют компрессорными, или машинами литья под низким давлением (рис. 9). Принцип их работы заключается в том, что сжатый воздух давит на поверхность металла в тигле, из которого он поступает по металлопроводу в пресс-форму.
Компрессорные машины для литья под давлением с неподвижным металлопроводом имеют большую поверхность расплавленного металла, на которую давит сжатый воздух. Это приводит к окислению расплава и не позволяет поднять давление выше 60 Па (рис. 9, а, б).
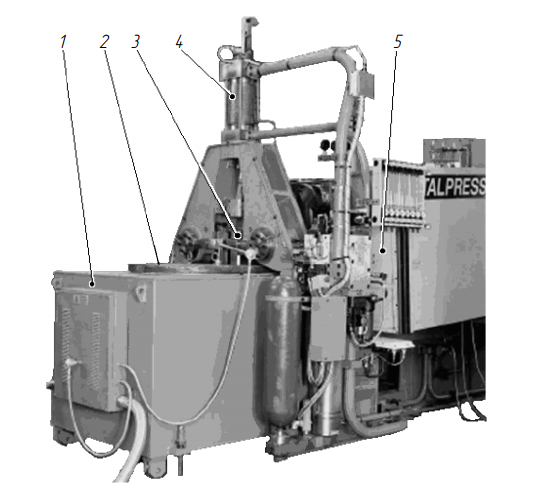
Рис. 8. Машина с вертикальной горячей камерой прессования для литья под давлением IPZ 300
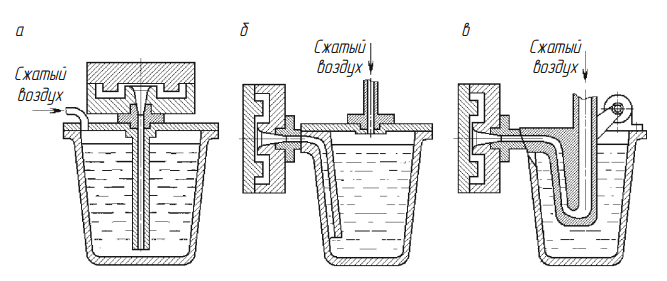
Рис. 9. Схемы компрессорных машин литья под низким давлением
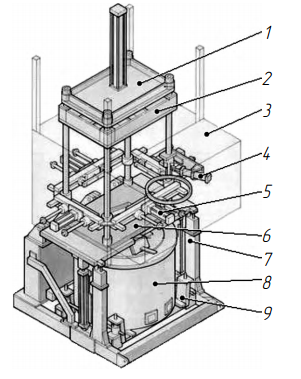
Рис. 10. Устройство машины для литья под низким давлением модели ND14.10
В отличие от них, в машинах с подвижным металлопроводом воздух давит на небольшую поверхность металла, что дает возможность повысить давление до 400 Па и резко уменьшить поверхность окисления жидкого металла (рис. 9, в).
Конструкция машины для литья под низким давлением модели ND14.10 фирмы Roperwerk (рис. 10) имеет устройство смыкания и размыкания полуформ с четырьмя направляющими колоннами для перемещения верхней подвижной плиты 1, верхнюю подвижную плиту для установки верхней полуформы 2, поворотный съемник отливок 4, цилиндры фиксации нижней полуформы 5, стол машины для установки нижней полуформы 6, основание машины 7, печь для плавки металла 8, систему подъема печи для точной стыковки металлопровода печи и формы 9. Рабочая зона закрывается защитным кожухом 3. Данная машина выполнена по схеме компрессорной машины.
Такие машины предназначены для изготовления алюминиевых заготовок с повышенными прочностными характеристиками в автоматическом режиме. Система управления выполнена на программируемом контроллере. Цикл работы машины литья под низким давлением включает:
- запирание кокиля;
- заполнение формы;
- охлаждение формы;
- размыкание половин формы и подачу поворотного съемника отливок;
- выталкивание отливки из кокиля
Машина имеет устройства терморегулирования печи и поддержания в ней необходимого давления Для точного дозирования металла в процессе литья используется многоэтапная система впрыска, которая зависит от конструкции отливки. Машины литья под низким давлением, работающие по схеме, показанной на рис. 9, а, из-за существенно сниженной газовой ликвации в отливке получили большое распространение.
3. Узел прессования машин литья под давлением
Главным механизмом машины литья под давлением является узел прессования. Большая часть машин снабжена механизмами прессования с мультипликацией давления рабочей жидкости в период после прессования, называемый подпрессовкой. В таких машинах для перемещения пресс-поршня и поршня мультипликатора используется один и тот же аккумулятор (рис. 11). При его конструировании стараются достичь высокой скорости прессования и минимального времени подпрессовки.
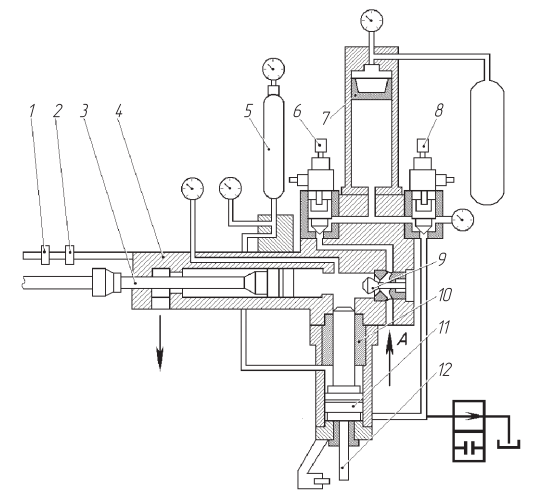
Рис. 11. Механизм прессования фирмы Jdra (Италия)
Механизм состоит из цилиндра прессования 4, пресс-поршня 3, мультипликатора 10, поршня мультипликатора 11, аккумулятора 7, обратного клапана 9, путевых переключателей 1 и 2, клапанов 6 и 8, аккумулятора мультипликатора 5 и стержня 12. Мультипликатор крепится вертикально к цилиндру прессования, а поршневой аккумулятор 7 установлен непосредственно на цилиндре прессования 4. Он обеспечивает вторую и третью фазы прессования, а первая фаза осуществляется путем подачи жидкости насосом (стрелка А) . Ручным регулятором клапана 6 настраивается скорость прессования, а регулятором клапана 8 — время подпрессовки. Стержень 12 позволяет контролировать ход поршня мультипликатора и момент начала его движения.
Механизмы с одним аккумулятором имеют более простое конструктивное исполнение, но зависят от технологических параметров литья. Низкие скорости приводят к увеличению времени подпрессовки, что уменьшает технологические возможности механизма Механизмы с двумя аккумуляторами более сложны по конструкции, но в них время подпрессовки не зависит от скорости прессования.
В механизмах прессования с мультипликатором инерционность поршня приводит к увеличению времени подпрессовки и повышенным пикам давления при переходном процессе, поэтому были разработаны и изготовлены механизмы прессования без мультипликатора В них для выполнения подпрессовки используются аккумуляторы высокого давления. Примером такого механизма может служить механизм прессования фирмы Fries (ФРГ) (рис. 12).
На первой фазе жидкость из аккумулятора 5 через клапан 7 по каналу 8 подается в поршневую полость цилиндра прессования 1, сообщая пресс-поршню 11 медленное перемещение. Скорость пресс- поршня на этой фазе регулируется клапаном 7. Эта фаза продолжается до тех пор, пока задний торец пресс-поршня 11 не откроет канал 9 После этого начинается вторая фаза прессования, которая продолжается до заполнения камеры металлом. По команде от конечного выключателя открывается клапан 6 и пресс-поршень начинает ускоренно перемещаться. Для регулирования скорости прессования на третьей фазе служит регулятор клапана 6
Конечный выключатель, который настраивается в зависимости от пути пресс-поршня 11, включает четвертую фазу — подпрессовку В это время открывается клапан 2 и жидкость из аккумулятора высокого давления 3 поступает в поршневую полость цилиндра прессования.
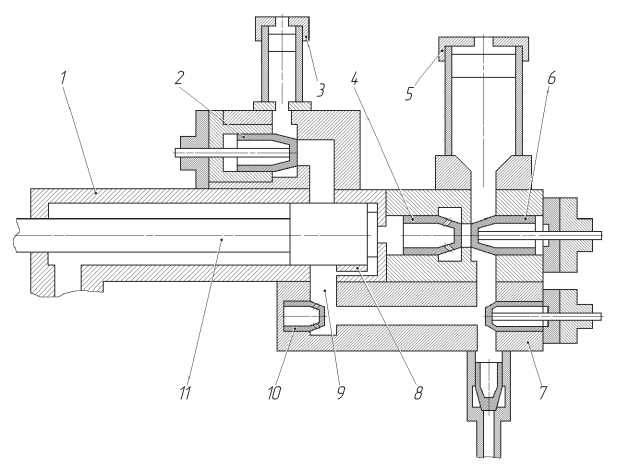
Рис. 12. Механизм прессования без мультипликатора
Закрываются обратные клапаны 10 и 4, и жидкость под высоким давлением из аккумулятора 3 передается в поршневую полость цилиндра 1, осуществляя подпрессовку. Давление мультипликации регулируется изменением давления в аккумуляторе 3, для настройки времени подпрессовки служит регулятор клапана 2.
Механизму присущи все те недостатки, которые имеют механизмы с включением подпрессовочного устройства по пути движения пресс-поршня.
Машины литья под давлением чаще всего работают в полуавтоматическом режиме Дополнительно механизируют и автоматизируют следующие операции:
- смазывание форм камеры прессования и машины;
- подогрев или охлаждение полуформ;
- извлечение отливки и транспортирование ее от машины к обрезному прессу;
- подача порции жидкого сплава в камеру прессования (пневматический, магнитодинамический или механический манипулятор);
- пополнение тигля жидким металлом (для машин с горячей камерой прессования);
- установка арматуры в форме.
Эти мероприятия должны повысить темп работы машины и уменьшить процент брака. Отдельные комплекты для автоматизации процессов литья под давлением изготовляет ОАО «Кузлит- маш» (г. Пинск) . Автоматизация может достигнуть такого уровня, что машина станет автоматизированным комплексом.
Основным средством автоматизации процессов литья под давлением является применение дозаторов расплавленного металла, которые могут быть нескольких видов:
- пневматические;
- механические поворотные;
- механические на монорельсе
4. Дозаторы машин литья под давлением
Дозаторы пневматические для алюминиевых сплавов моделей 46141, 4699, 46153 (УП «Институт БелНИИлит») работают по принципу, аналогичному тому, что используется в машинах литья под низким давлением, когда сжатый воздух давит на поверхность расплавленного металла и вытесняет его в лоток подачи в камеру прессования литейной машины (рис 13) Данные машины могут дозировать металл массой от 4 до 70 кг за время от 5 до 30 с, допуская при этом погрешность не более 3 %. Данный дозатор включает плавильную печь, насосы создания давления и автоматическое дозирующее устройство.
Рис. 13. Пневматический дозатор модели 46141 для расплавленного алюминия производства УП «Институт БелНИИлит»
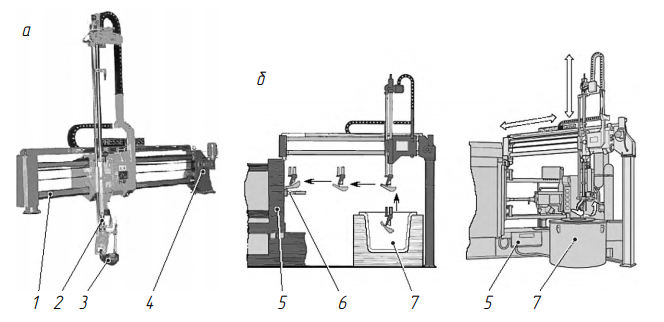
Рис. 14. Дозатор металла модели САМ фирмы Gauss для машин для литья под давлением Italpresse: а — общий вид; б — схема работы; 1 — продольные направляющие; 2 — вертикальные направляющие; 3 — ковш; 4 — привод дозатора; 5 — машина литья под давлением; 6 — камера прессования; 7 — тигель с расплавленным металлом
На рис. 14 показаны общий вид и схема работы механического подвесного на монорельсе дозатора модели САМ фирмы Gauss, устанавливаемого на машины для литья под давлением фирмы Italpresse.
Во время работы ковш погружается в расплав и металл переносится к отверстию камеры прессования машины литья под давлением, куда и опрокидывается. Подобные дозаторы можно использовать и для автоматизации машин центробежного литья.
Литейное оборудование
В этой рубрике представлено оборудование для плавления алюминия, обработки расплава и литья. Это оборудование может быть предназначено как для чисто литейных производств, так и для литейных цехов прессовых производств.

Инновации компании Tesla в алюминий
Хорошо известно, что компания Илона Маска Tesla постоянно вводит много инноваций во все, чем она занимается, от программного обеспечения своих

Обработка расплава при литье алюминиевых слитков-столбов
Этой статьей мы заканчиваем обзор замечательного руководства британской фирмы Ashford Engineering Services «D.C. Casting Remelt Shop Handbook». Это практическое руководство

Плавильные печи для производства алюминиевых слитков-столбов
Мы продолжаем публиковать обзор оборудования для литейного цеха завода по прессованию алюминиевых профилей. Такие цехи переплавляют собственный технологический лом и

Вертикальное литье алюминиевых слитков
Литейные столы для вертикального литья слитков Литейный стол вертикальной литейной машины – это конструкция, которая предназначена для размещения кристаллизаторов и

Машины для вертикального литья алюминиевых слитков
Ниже мы продолжаем обзор оборудования литейного цеха завода по производству алюминиевых профилей, как он представлен в замечательном руководстве фирмы Ashford Engineering

Цех по производству алюминиевых слитков-столбов
Для любого производства алюминиевых прессованных профилей технологические отходы составляют 20-25 % от исходного металла, который поступает на пресс в

Шахтные печи для плавки алюминия
Шахтная печь – качество и экономичность Если для предприятия по производству алюминиевых отливок – литых изделий и деталей из литейных

Тигельные печи для плавки алюминия
Преимущества тигельных печей заключаются в том, что с ними просто работать и их просто обслуживать. Кроме того, первоначальные капитальные вложения

Отражательные печи для плавки алюминия
На рисунке 1 показана общая классификация печей для плавки алюминия [1]. Схематично показано, как зарождались, развивались и как связаны между

Печи для плавки алюминия: классификация
Ниже представлена классификация печей для плавки алюминия с точки зрения их конструкции. На рисунке – обзор плавильных печей, которые применяют
Источник https://promzn.ru/metallurgiya/lite-alyuminiya-pod-davleniem.html
Источник https://extxe.com/3018/oborudovanie-dlja-litja-pod-davleniem/
Источник https://aluminium-guide.com/oborudovanie/liteynoe-oborudovanie/