Пассивация цинковых покрытий | Механизм и технология | Коррозия цинка
Цинк, по своей природе, является реакционноспособным металлом. В условиях повышенной влажности и в химически агрессивных средах цинковые покрытия довольно быстро корродируют. Это наглядно проиллюстрировано на графике ниже (рисунок 1). При коррозии неизбежно портится и внешний вид изделий.
Рисунок 1 — Зависимость скорости коррозии цинковых покрытий от рН среды.
В сухом воздухе цинковые покрытия корродируют с образованием очень тонкий пленки оксида цинка ZnO. В присутствии влаги оксид цинка превращается в гидроксид Zn(OH)2. Данные продукты рыхлые и проницаемые для окружающей среды, поэтому не препятствуют дальнейшему развитию коррозионного процесса, вплоть до коррозии основы (рисунок 2). Ситуация усугубится, если продукты будут выветриваться или смываться с поверхности цинка — тогда скорость коррозии еще больше возрастет.
Рисунок 2 — Белая и красная коррозия на оцинкованных стальных изделиях.
В дальнейшем гидроксид цинка будет реагировать с углекислым газом из воздуха, в результате чего изделия покроются неравномерно серым слоем карбоната цинка. Важным условием для протекания этой реакции является высыхание поверхности цинка. В отличие от своих прекурсоров, карбонат цинка компактен и инертен по отношению к воде, поэтому он способен приостановить коррозию. Но при этом внешний вид изделия, безусловно, испортится. Без карбоната цинка коррозия покрытия активно продолжится. Скорость коррозии цинка определяется временем воздействия коррозионной среды, температурой, наличием активаторов (хлориды и пр.).
Данный механизм коррозии цинка описывается следующими реакциями:
Таким образом, несмотря на высокую коррозионную активность металлического цинка, в средах, в которых на нем смогут образоваться инертные и компактные продукты коррозии, он будет устойчив длительное время. Как упоминалось выше, естественным путем на цинке может образовываться карбонат. Однако пассивные пленки можно создать искусственно, при этом управляя их свойствами и цветом. После операции пассивации на поверхности цинка образуется тонкая пленка продуктов, значительно тормозящих коррозионный процесс.
2. Пассивация цинковых покрытий.
Различают хроматирование, хромИтировнаие, фосфатирование и оксидирование цинка. Чаще всего применяют первые два способа. Фосфатирование имеет узкоспециализированную направленность — под окраску или под пропитку маслом. Оксидирование используют как один из вариантов декоративного чернения цинка. Все эти способы обработки создают на цинке так называемые конверсионные покрытия, которые содержат в себе не только компоненты раствора, но и ионы металла-основы.
Самыми тонкими являются хромитные пленки. Обычно они бесцетные или голубоватые, но могут демонстрировать интерференционные оттенки красного, фиолетового, синего, зеленого, слабо желтого цветов, особенно если смотреть на белом фоне. Далее, в порядке возрастания толщины, идут радужные желтые, коричневые, бронзовые, оливковые и черные тона. Физические изменения в металлической поверхности также влияют на видимый цвет покрытой поверхности.
2.1 Радужная пассивация цинка (хроматирование).
Хроматирование (пассивация) — образование на поверхности металла тонкой пленки из оксидов. Цель — придать дополнительные антикоррозионные характеристики для покрытия (цинкового, кадмиевого и других). Производится путем погружения в раствор хромовой кислоты и ее солей. Толщина пленки менее 1 мкм.
Радужная пассивная пленка является одной из наиболее часто применяемой на цинковых покрытиях (рисунок 3), наряду с бесцветной. Она имеет толщину 0,25-0,5 мкм. Радужная пассивация лучше защищает цинк от коррозии, чем бесцветная. Ее стойкость в камере солевого тумана составляет 200-300 часов. За счет наличия в радужной хроматной пленке водорастворимых соединений шестивалентного хрома она обладает важным свойством «самозалечивания» — при повреждении она способна восстанавливаться.
Рисунок 3 — Пример оцинкованной детали с радужным хроматированием.
Хроматная пленка плотная и защищает цинк от коррозии лучше, чем пленка естественных карбонатов. Соответственно, время до появления первых очагов коррозии увеличивается, потускнение покрытия идет очень медленно и равномерно, без пятен. Также на хроматированной поверхности не остается «пальцев».
Кроме этого, хроматы являются как хорошей основой под окраску, так и обладают самостоятельными декоративными свойствами.
Не следует путать хромАтирование (желтая пленка) и хромИтирование (бесцветная пленка). Хроматка обладает лучшими защитными свойствами за счет шестивалентного хрома в составе (хромАты), а хромитирование — процесс более экологичный, в составе присутствуют хромИты (трехвалентный хром).
2.1.1 Механизм хроматирования цинка.
Пассивацию цинковых покрытий, нанесенных гальваническим путем, чаще всего ведут в растворах на основе хромовой кислоты или ее солей. Поэтому такую операцию и называют хроматированием. Хроматы могут принимать участие в ряде сложных реакций, в частности в присутствии определенных добавок, давая смешанные соединения.
В растворе хромовой кислоты без посторонних анионов цинк растворяется медленно и конверсионные слои не образуются. Однако, присутствующие в растворе анионы, например сульфаты, каталитически ускоряют коррозию цинка в подкисленном хроматном растворе с образованием конверсионных пленок.
Упрощенно процесс хроматирования можно описать по стадиям:
- Цинк растворяется (ионизируется) кислотой, выделяющийся водород реагирует с шестивалентным хромом с получением трехвалентного.
- В слое раствора, прилегающем к покрытию, наблюдается локальное повышение рН и возрастание концентрации инов цинка.
- Цинк и хром образуют нерастворимые и слаборастворимые соединения, т.е. конверсионную пленку. Побочные продукты реакции поступают в раствор.
Для успешного протекания реакции необходимо, чтобы первично полученный конверсионный слой был проницаем для раствора хроматирования.
Рассмотрим механизм хроматирования подробнее (рисунок 4).
Рисунок 4 — Схематичное изображение механизма хроматирования цинковых покрытий.
• Первые реакции при хроматировании имеют следующий характер:
Zn + 2H + = Zn 2+ + 2H
Cr2O7 2- + 14H + + 6e = 2Cr 3+ + 7H2O
• Эти реакции способствую повышению рН, в результате чего становятся возможными следующие реакции:
(в дальнейшем возможна реакция 2Cr(OH)3 + 3H2SO4 = Cr2(SO4)3 + 6H2O, которой объясняется присутствие в покрытии трехвалентного хрома)
Zn 2+ + CrO4 2- = ZnCrO4 (этим объясняется присутствие цинка в хроматных пленках)
2Cr(OH)3 + H2CrO4 = Cr(OH)3•Cr(OH)CrO4 + H2O (хромат хрома является основой хроматной пленки)
• Считается также, что конечным продуктом реакции может быть оксид хрома:
В описанном механизме возможны отклонения, зависящие от состава раствора и кислотности, практически не влияющие на конечные продукты.
Радужная конверсионная пленка обладает выраженными адсорбционными свойствами, поэтому в нее может входить некоторое количество компонентов раствора.
Диапазон рН, наиболее подходящий для ионизации цинка, можно увидеть на рисунке 1. Исходя из графика оптимальным можно считать диапазон 1-4. Чем ниже рН, тем сильнее растворяется цинк и тем выше вероятность того, что раствор также окажет осветляющее действие. Скорость образования конверсионного покрытия также наиболее высока при более низких значениях рН и постепенно уменьшается с увеличением рН.
2.1.2 Структура и состав радужной хроматной пленки на цинке.
Хроматная пленка имеет слоистую структуру. Нижний слой — гидроксид цинка. Выше располагается смесь гидроксидов хрома (III), цинка и их гидроксохроматов. Внешний слой сформирован соединениями шестивалентного хрома.
Свежеосажденные хроматные пленки аморфные, гелеобразные и мягкие, имеют низкую механическую прочность, нуждаются в бережном обращении. При высыхании они сжимаются и затвердевают, становятся трудно смачиваемыми и устойчивыми к воздействию водных растворов. Отверждение покрытия продолжается в течение 24 часов после высыхания.
Точный состав и структуру хроматных пленок установить довольно сложно. В дополнение к этому состав пленки варьируется в зависимости от параметров ванны и самого процесса.
Так, свойства хроматных пленок зависят от:
- Состав, концентрация и кислотность раствора хроматирования;
- Качество самого цинкового покрытия: наличие примесей, структура, степень блеска, шероховатость.
- Время закрепления на воздухе.
- Длительность обработки и промывки;
- Температура ванны хроматирования и промывки после нее.
- Температура сушки.
Усредненый состав радужных хроматных пленок приведен в таблице ниже:
Сера в виде сульфатов
Наиболее часто встречающееся отношение трехвалентного хрома в покрытии к шестивалентному равно 28:8.
Соединения трехвалентного хрома в пленке нерастворимы, придают ему твердость, влияют на коррозионную стойкость.
Соединения шестивалентного хрома более растворимы, оказывают определяющее влияние на коррозионную стойкость и эффект самозалечивания. Растворимость хроматов возрастает с повышением температуры внешней жидкой среды. Сухие хроматные пленки растворяются хуже, чем свежеосажденные влажные. Минимальная растворимость пленки наблюдается после хранения изделий в течение 48 часов в теплых сухих помещениях.
При пересушивании или термическом ударе хроматная пленка трескается (в отличие от пленок на основе трехвалентного хрома). Эффект растрескивания проиллюстрирован на рисунке 5. Пересушенная хроматная пленка становится полностью нерастворимой в воде.
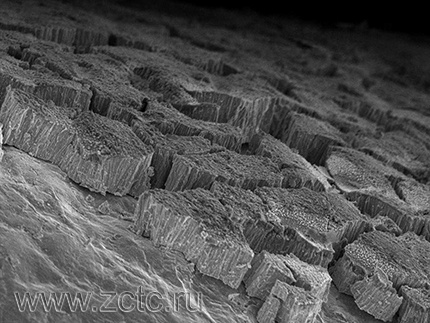
Рисунок 5 — Микроизображения хроматной и хромитной пленки на цинке (слева) до и после термическго удара в 200° С. Справа трехмерное микроизображение трещин на хроматной пленке после термоудара.
Растрескиванием, обезвоживанием и уменьшением растворимости хроматов объясняется снижение защитной способности хроматной пассивации при нагреве выше 60° С.
2.1.3 Влияние условий осаждения хроматных пленок на их свойства.
• Пористость. До сушки хроматные пленки пористы. Чем толще пленка, тем меньше в ней пор. Аналогично, чем выше класс чистоты обрабатываемой поверхности и чем больше блеск цинкового покрытия, тем менее пористы хроматные пленки.
• Твердость. Чем больше температура раствора хроматирования, тем более твердые пленки из него образуются.
• Толщина (масса). Толщина хроматных пленок зависит от состава раствора, особенно от рН при постоянном содержании сульфатов. Чем ниже рН, тем толще пленки. Интересен эффект одновременного повышения рН и содержания сульфатов. Масса покрытия при том проходит через максимум. Толстые хроматные пленки менее износостойки, при высыхании пленок износостойкость возрастает.
Масса полученного хроматного покрытия и количество растворяющегося цинка в растворе бихромата натрия в зависимости от концентрации серной кислоты (200 г/л) приведены на рисунке 6.
Рисунок 6 — Зависимость массы хроматной пленки (1) и количества растворяющегося цинка (2) в растворе бихромата натрия (200 г/л) в зависимости от концентрации серной кислоты. Время обработки 30 секунд.
На рисунке 7 показано количество растворенного цинка и масса хроматной пленки, в зависимости от рН раствора хроматирования.
Рисунок 7 — Зависимость толщины съема цинка (1) при хроматировании и массы хроматной пленки (2) на цинке в зависимости от рН хроматирующего раствора.
На рисунке 8 показано влияние времени погружения деталей на массу хроматной пленки при различных концентрациях серной кислоты в растворе хроматирования.
Рисунок 8 — Влияние времени выдержки деталей в хроматирующем растворе на массу хроматной пленки в зависимости от количества серной кислоты.
При постоянной кислотности раствора и одинаковой концентрации сульфат-ионов толщина хроматных пленок выше, когда раствор содержит в качестве добавки трехвалентный хром. Чем выше содержание трехвалентного хрома (при постоянной концентрации сульфата), тем выше масса получаемого покрытия и тем выше скорость растворения цинка. Это связано с возможным снижением рН раствора в результате образования хромата хрома и выделения серной кислоты по реакции:
Как уже упоминалось ранее, кислотность раствора вблизи поверхности цинка заметно снижается в процессе образования хроматного покрытия. Хотя это повышение рН является условием для образования защитного покрытия, но это же повышение рН также ингибирует дальнейшее растворение цинка и, следовательно, образование хроматного покрытия. Таким образом, более высокая буферная емкость растворов, содержащих трехвалентный хром, способствует образованию более толстых покрытий.
Правильно составленный раствор хроматирования должен поддерживать содержание трехвалентного и шестивалентного хрома в определенных пределах. Однако изменение рН может нарушить это соотношение и, таким образом привести, к плохому качеству покрытия.
С ростом температуры раствора хроматирования толщина пленок возрастает, как показано на рисунке 9. Сильное же повышение температуры, особенно выше 50° С, значительно снижает их толщину. Считается, что это связано с повышенным образованием в хроматных пленках негидратированных продуктов реакций.
Рисунок 9 — Зависимость массы хроматной пленки от времени выдержки оцинкованных деталей в растворе хроматирования при различных температурах (0-30° С).
• Цвет. Важнейшим фактором цвета при хроматировании является отношение шестивалентного хрома к сульфатам в растворе. Прозрачные и золотисто-желтые покрытия могут быть получены из растворов с низкими суммарными концентрациями.
• Адгезия и пластичность. Адгезия хроматного покрытия к цинку (если соблюдены параметры техпроцесса) очень высокая, т.к. реакция его образования гетерогенная и оно включает в себя как компоненты раствора, так и компоненты основы. Хроматные пленки в достаточной степени пластичны, а трещины, полученные при их деформации восстанавливаются за счет эффекта самозалечивания.
2.1.4 Окрашивание хроматированных оцинкованных поверхностей.
Хроматные пленки обладают важными свойствами, делающими их пригодными для использования в качестве подложек под окрашивание:
• Повышают адгезию красок (уступают в этом отношении фосфатным основам).
• Уменьшают расход. Низкая толщина и пористость хроматных пленок приводит к чрезвычайно малому поглощению лаков или других органических материалов. Это дает определенные экономические преимущества перед фосфатными основами.
• Хроматные покрытия ингибируют коррозию основного металла и тем самым продлевают долговечность органического покрытия. Хроматное покрытие защищает основной металл от агрессивных веществ, которые могут проникать через поры в органическое покрытие.
• Хроматные покрытия предотвращают нежелательные реакции между компонентами лакокрасочного покрытия и металлом подложки.
Из-за своего студенистого и аморфного характера хроматные покрытия не влияют ни на внешний вид, ни на текстуру, а также не вызывают механического загрязнения или меления нанесенного лакокрасочного покрытия. Перед покраской оцинкованные хроматированные изделия можно хранить в течение длительного времени без какой-либо опасности поглощения водяного пара (они гидрофобны), что может привести к растрескиванию или отслаиванию нанесенных лакокрасочных покрытий.
3. Другие виды хромсодержащей пассивации цинка.
Кроме радужных (желтых), существуют также бесцветные, оливковые и черные хроматные пленки (рисунок 10).
Рисунок 10 — Внешний вид хроматной пленки: бесцветная, черная, радужная, оливковая.
Они отличаются не только внешним видом, но и коррозионной стойкостью.
• Бесцветное хромитирование цинковых покрытий применяется для эксплуатации в мягких условиях, например, в сухих отапливаемых помещениях. Бесцветные пленки обладают наименьшей толщиной и наименьшей коррозионной устойчивостью. Такие пленки хорошо сочетаются с блестящими цинковыми покрытиями.
• Оливковое хроматирование используют в случае, когда необходимо обеспечить наибольшую коррозионную устойчивость изделий. Оливковые пленки обладают наибольшей толщиной и наилучшими защитными характеристиками.
• Черные хроматные пленки используют в качестве защитно-декоративного покрытия.
Сравнение внешнего вида различных хроматных пленок после коррозии дано на рисунке 11.
Рисунок 11 — Внешний вид оцинкованных пластин с различными видами пассивации после 7 суток в 3% растворе хлорида натрия.
Область выше красной линии — солевая атмосфера, ниже линии — область солевого раствора 3% хлорида натрия. Время воздействия — 7 суток. Видно, что наименьшее коррозионное воздействие было произведено на радужную и оливковую хроматную пленку пленку. При этом бесцветное хромитирование показало наихудший результат. Черная хроматная пленка показала достойный результат благодаря промасливанию.
В таблице ниже приведена сравнительная характеристика цинковых покрытий с различными видами хроматирования:
Для чего проводят хроматирование покрытия после цинкования?
Слышала, что после цинкования металлической детали стоит сделать еще и хроматирование. Для чего это нужно и в чем суть такой технологии?
Для чего проводят хроматирование покрытия после цинкования?
Хроматирование это процесс при котором повышается антикоррозийная стойкость металлов.
Вторая цель хроматирования, декоративная, то есть улучшается в лучшую сторону внешний вид изделий, после процесса цинкования.
Процесс довольно сложный, хроматирование металлов происходит в растворе хромового ангидрида с серной кислотой (есть и другие варианты и их много).
Перед хроматированием оцинкованные детали обязательно осветляются
В итоге получаем на поверхности металла цветную плёнку, плёнка образуется в процессе взаимодействия хроматов с цинком.
Плёнки могут быть различными не только по толщине покрытия, но и по цвету

Да, действительно, существуют технологии, когда изделия (в основном метизы) подвергаются хроматированию. Еще этот процесс называют- пассивация. Она заключается в специальной обработке оцинкованных изделий в растворах хромовой кислоты или ее солей ( бихромат калия или бихромат натрия). В результате химических процессов по восстановлению шестивалентных ионов хрома до трехвалентных, на поверхности изделия возникает дополнительная красивая защитная пленка толщиной 0,5 мкм радужных оттенков. Хочу добавить, что такие пленки теряют свои свойства при высоких температурах (выше 60-80 градусов).
Состав для хроматирования цинковой поверхности. Цинковое покрытие с хроматированием
Изобретение относится к электрохимической обработке защитных металлических покрытий и может быть использовано для увеличения коррозионной стойкости оцинкованной стальной проволоки. Способ включает окунание оцинкованного изделия в хромсодержащий раствор, при этом перед окунанием дополнительно проводят электролитическое нанесение цинка на предварительно очищенную поверхность оцинкованного изделия с последующей промывкой и сушкой, а после хроматирования изделие сушат горячим воздухом. Технический результат: способ позволяет получить защитное покрытие, противостоящее воздействию коррозии в атмосфере, сильно загрязненной промышленными газами, и воздействию внешних нагрузок постоянного и переменного характера, обеспечивая тем самым эксплуатационную надежность и увеличение срока службы готового изделия.
Изобретение относится к электрохимической обработке защитных металлических покрытий и может быть использовано для увеличения коррозионной стойкости оцинкованной стальной проволоки.
Стальную проволоку оцинковывают для защиты ее от атмосферной и водной коррозии. Применяют оцинкованную проволоку для телеграфных линий связи, бронирования электрических кабелей, несущих тросов воздушных линий и т.п. В связи с этим проволока должна обладать высокими технико-эксплуатационными параметрами в части электрического сопротивления, механической прочности, коррозионной стойкости и срока службы.
Известен способ хроматирования оцинкованной стальной полосы, включающий горячее цинкование стальной полосы при температуре 430-450° С, естественное, а затем принудительное охлаждение до 90-150° С, окунание в раствор хромового ангидрида концентрацией 10-15 г/л при температуре ±80° С в течение 3,1-9,3 с, сушку подогретым до 60-70° С воздухом в паровом калорифере (статья В.Н.Денежкова. “Освоение технологии пассивации оцинкованной стальной полосы”, журнал “Сталь”, 1971 г., №3, с.247-248).
Недостатком известного способа является то, что получаемое покрытие не обладает достаточной коррозионной стойкостью вследствие химической неоднородности, вызванной наличием пузырьков водорода, образующихся на стадии цинкования стальной полосы при температуре 430-450° С. Кроме этого, на стадии цинкования образуется слой интерметаллидов, которые отличаются большой твердостью и хрупкостью, что сказывается на механической прочности покрытых изделий.
Наиболее близким аналогом, выбранным в качестве прототипа, является способ хроматирования цинкового покрытия, при котором оцинкованные изделия окунают в хромсодержащий раствор, находящийся в ванне, имеющей катодные и анодные штанги, подключенные к регулируемому источнику тока, при этом на катодные штанги завешивают титановые пористые катоды, а на анодные — оцинкованные изделия и вспомогательный свинцовый анод, при этом плотность анодного тока составляет 0,05-0,15 А/дм2 (заявка РФ №93029208, “Способ хроматирования цинковых покрытий”, C 25 D 11/38, опубл. 10.03.1997 г.).
Хроматная пленка, получаемая при использовании известного способа, недостаточно твердая, быстро истирается, имеет повышенную химическую проницаемость и поэтому плохо защищает цинковое покрытие от коррозии.
Задачей, на решение которой направлено предлагаемое техническое решение, является получение такого покрытия, которое надежно защищает проволоку от коррозии и имеет высокую механическую прочность.
Предложен способ хроматирования цинкового покрытия, включающий окунание оцинкованного изделия в хромсодержащий раствор, новым в котором является то, что перед окунанием дополнительно проводят электролитическое нанесение цинка на предварительно очищенную поверхность оцинкованного изделия с последующей промывкой и сушкой, а после хроматирования изделие сушат горячим воздухом.
Испытания показали, что наибольшая прочность сцепления электролитически нанесенного цинкового покрытия наблюдается тогда, когда связь между покрытием и подложкой осуществляется на атомном уровне, а кристаллическая решетка основного металла близка по своим параметрам к кристаллической решетке цинка. Эти условия соблюдаются при нанесении цинка на поверхность подложки, которой также является цинк. Дополнительное электролитическое нанесение цинка на очищенную поверхность оцинкованного изделия позволяет добиться улучшения качества поверхности и увеличения механической прочности получаемого цинкового покрытия. Предварительная очистка поверхности перед электролитическим цинкованием обеспечивает увеличение удельной площади соприкосновения покрытия с подложкой, что также увеличивает прочность сцепления.
Операции промывки и сушки обеспечивают удаление электролита с изделия, значительно сокращая время неконтролируемого осаждения цинка из прикатодной зоны на участке проволоки после выхода ее из ванны, препятствуют росту кристаллов покрытия и в результате обеспечивают образование мелкокристаллической плотноупакованной структуры. Более плотная упаковка способствует снижению пористости покрытия, что увеличивает его механическую прочность, повышает эксплуатационные свойства и срок службы проволоки.
При проведении поиска по патентной и научно-технической информации не обнаружено решений, содержащих совокупность предлагаемых признаков, что позволяет сделать вывод о соответствии предлагаемого технического решения критериям “новизна” и “изобретательский уровень”.
Предлагаемый способ осуществляют следующим образом.
Оцинкованную стальную проволоку с бобины направляют в ванну электрохимической очистки поверхности. Применяемая для этого обезжиривающая жидкость может быть любой известной и применяемой в подобных случаях жидкостью, оптимальная температура которой для обезжиривания лежит в диапазоне от комнатной температуры до 90° С, а время от 30 до 180 с. Затем проволоку направляют в промывочную ванну с проточной водой для удаления с ее поверхности возможных загрязнений и/или обезжиривающей жидкости, оставшихся после очистки. Очищенную проволоку окунают в цинксодержащий раствор, находящийся в ванне, имеющей катодные и анодные штанги, подключенные к регулируемому источнику тока. Анодом является пластинчатый цинк, а катодом — сама проволока. Далее проволоку промывают проточной водой и сушат горячим воздухом. Для нанесения хроматной пленки проволока поступает в ванну с хромсодержащим раствором, содержащим активирующие процесс хроматирования анионы серной кислоты. Время, необходимое для завершения химической реакции окисления поверхностного слоя цинка с образованием хроматной пленки, требуемой толщины, определяется опытным путем, так как оно зависит от длины ванны и скорости прохождения проволоки через нее. После нанесения хроматной пленки проволоку сушат горячим воздухом и наматывают на бобину.
Оцинкованную стальную проволоку с бобины направляют в ванну, заполненную водным раствором, содержащим едкий натр. Рабочая температура раствора 40° С, катодная плотность тока 13-15 А/дм2, время нахождения проволоки в ванне — 30 с. После этого проволоку промывают проточной водой и направляют в ванну электролитического осаждения цинка. Процесс ведут в растворе электролита следующего состава: ZnSO4·7h3O – 400 г/л, Н3ВО3 — 35 г/л, Al2(SO4)3·18h3O — 30 г/л при катодной плотности тока 40 А/дм2 в течение 90 с. Далее следуют операции промывки проволоки проточной водой и сушки горячим воздухом. Затем проводят хроматирование в растворе следующего состава: СrО3 — 150 г/л, h3SO4 (d 1,84 г/см3) — 20 г/л, НNО3 (d 1,38 г/см3) — 48 г/л в течение 5 с (при этом d — плотность раствора кислоты). После нанесения хроматной пленки проволоку сушат воздухом, нагретым до 60° С, и наматывают на бобину.
Использование предлагаемого способа позволяет получить защитное покрытие, противостоящее воздействию коррозии в атмосфере, сильно загрязненной промышленными газами, и воздействию внешних нагрузок постоянного и переменного характера, обеспечивая тем самым эксплуатационную надежность и увеличение срока службы готового изделия.
Способ хроматирования цинкового покрытия, включающий окунание оцинкованного изделия в хромсодержащий раствор, отличающийся тем, что перед окунанием дополнительно проводят электролитическое нанесение цинка на предварительно очищенную поверхность оцинкованного изделия с последующей промывкой и сушкой, а после хроматирования изделие сушат горячим воздухом.
Состав для хроматирования цинкового покрытия
Изобретение относится к химической обработке защищенных цинковым покрытием деталей из стали. Раствор содержит компоненты при следующем соотношении, г/л: натрия бихромат 45,0-48,0, кислота серная 55,0-60,0, кислота азотная 390,0-400,0, соединения, содержащие фторид-ионы, 55,0-60,0, соединения, содержащие ионы аммония в пересчете на чистое вещество, 40,0-50,0, кобальт сернокислый 1,0-5,0. Изобретение обеспечивает высокую адгезию и декоративность покрытия, влагостойкость, коррозионную стойкость, высокую технологичность, способность к вторичному созданию пассивной пленки в случае механического повреждения покрытия.
Изобретение относится к растворам, предназначенным для химической обработки защитного гальванического цинкового покрытия, полученного из щелочного электролита, осажденного на детали из стали, и может применяться для пассивации цинковых покрытий, нанесенных на детали приборостроительной продукции, в частности для получения декоративного покрытия бесцветно-голубого цвета, способного ингибировать коррозию цинка.
Известны растворы, которые обеспечивают получение декоративного покрытия голубого цвета [В.B. Окулов. «Цинкование. Техника и Технология» М., «Глобус», 2008. — C.121-122]. Однако они имеют низкую коррозионную стойкость и устойчивость в атмосфере соляного тумана, кроме того, имеют высокую стоимость.

Раствор для хроматирования цинковой поверхности [патент RU №2006520, МПК C23C 22/24, публ. 30.01.1994] является ближайшим по составу аналогом к объекту заявляемого, принят за прототип и содержит (г/л): соединение хрома шестивалентного (Cr VI) — 2-12, кислоту азотную — 3-7, соединения, содержащие сульфат-ионы (SO42− ) — 1-6, триэтаноламин — 2-5.
Приготовление раствора осуществляется поочередным растворением каждого из компонентов в любой последовательности в рассчитанном количестве холодной воды. В качестве соединения хрома шестивалентного используется хромовый ангидрид или бихромат калия или натрия. Источником сульфат-ионов являются сульфат натрия или серная кислота. Кислотность рабочего раствора составляет pH 1-2. В процессе эксплуатации кислотность поддерживается на необходимом уровне корректировкой раствора серной или азотной кислотами. Оцинкованные детали обрабатываются в растворе хроматирования при температуре 15-30°C, в течение 0,5-1,0 мин.
После обработки детали промываются холодной водой и сушатся при температуре не выше 50°C. Полученное покрытие обладает высокой коррозионной стойкостью, вместе с тем не обеспечивает необходимую декоративность изделия.
В основу изобретения положена задача создать раствор для хроматирования, который будет пассиватором, образующий при взаимодействии с поверхностью цинкового покрытия дополнительный барьерный слой, состоящий из труднорастворимых соединений, с высокими адгезией к основанию и декоративностью, ингибирующий коррозию цинка, обладающий способностью к вторичному образованию пассивной пленки при механическом повреждении покрытия, высокой технологичностью и низкой себестоимостью его нанесения.
Поставленная задача достигается тем, что раствор, в который входят натрия бихромат, кислота серная, кислота азотная, соединения, содержащие фторид-ионы, соединения, содержащие ионы аммония, сульфат кобальта, имеет следующее соотношение компонентов, г/л: натрия бихромат 45,0-48,0; кислота серная — 55,0-60,0; кислота азотная — 390,0-400,0; соединения, содержащие фторид-ионы — 55,0-60,0; соединения, содержащие ионы аммония в пересчете на чистое вещество — 40,0-50,0, кобальт сернокислый — 1-5.
Процесс пассивации проводится при pH 1,0-2,0, температуре 15-30°C, в течение 5…10 с. Состав готовят последовательным смешением водных растворов.
Полученное покрытие имеет бесцветно-голубой цвет, обеспечивает высокую влагостойкость, высокую коррозионную стойкость при воздействии соляного тумана, способно ингибировать коррозию цинка. Испытания изделий с таким покрытием при относительной влажности 93% и температуре 40°C в течение 10 суток, а также испытания при воздействии соляного тумана (5%-ный раствор натрия хлористого) в течение 7 суток при температуре 35°C и относительной влажности 98% показали полное соответствие необходимым требованиям.
Раствор для хроматирования цинкового покрытия, содержащий азотную кислоту, отличающийся тем, что он дополнительно содержит бихромат натрия, кислоту серную, соединения, содержащие фторид-ионы, соединения, содержащие ионы аммония, кобальт сернокислый при следующем соотношении компонентов, г/л:
| кислота азотная | 390,0-400,0 |
| натрия бихромат | 45,0-48,0 |
| кислота серная | 55,0-60,0 |
| соединения, содержащие фторид-ионы | 55,0-60,0 |
| соединения, содержащие ионы аммония | |
| в пересчете на чистое вещество | 40,0-50,0 |
| кобальт сернокислый | 1,0-5,0 |
Внешний вид цинка и браковочные признаки
ВНЕШНИЙ ВИД ЦИНКОВОГО ПОКРЫТИЯ ПО ГОСТ 9.301-86 ПОСЛЕ НАНЕСЕНИЯ:
— Цвет цинкового покрытия светло-серый или серебристо-серый с голубоватым оттенком.
— Цвет цинкового покрытия с бесцветным хроматированием серебристо-серый или серебристо-серый с голубоватым оттенком. Допускаются незначительные радужные оттенки.
— Цвет цинкового покрытия с радужным хроматированием зелевато-желтый с радужными оттенками.
— Цвет цинкового покрытия с хроматированием хаки — оливково-зеленый с различными оттенками.
— Цвет цинкового покрытия с черным хроматированием черный или черный с зеленым оттенком. Допускаются серый и радужные оттенки на вогнутых участках деталей сложной конфигурации.
БРАКОМ ПО ГОСТ 9.301-86 НЕ ЯВЛЯЕТСЯ:
— Матовая поверхность после подготовки поверхности гидропескоструйной и металлопескоструйной очисткой, галтованием, травлением;
— Потемнение или ослабление интенсивности цвета хроматного покрытия на деталях после термообработки;
— Более темный или более светлый оттенок хроматного покрытия в отверстиях и пазах, на внутренних поверхностях и вогнутых участках деталей сложной конфигурации, местах сопряжения — неразъемных сборочных единиц, острых кромках, углах, местах контакта с приспособлением, между витками пружин с малым шагом;
— Матовые полосы вокруг отверстий;
— Единичные механические повреждения хроматного покрытия не более 2%. общей площади.
— Цвет цинкового покрытия с фосфатированием от светло-серого до темно-серого. Не является браковочным признаком незначительный белый налет в глухих отверстиях, пазах и т.п.
— Фосфатное покрытие на цинковом покрытии должно быть равномерным и плотным.
БРАКОМ ПО ГОСТ 9.301-86 ЯВЛЯЕТСЯ:
— Непокрытые полосы или пятна;
— Царапины, доходящие до основного металла;
— Загрязнения от масел, смазок или поверхностно-активных веществ — для покрытий, предназначенных для нанесения лакокрасочных покрытий
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия» Любое копирование без прямой ссылки на сайт www.zctc.ru преследуется по закону. Текст статьи обработан сервисом Яндекс «Оригинальные тексты»
Состав для хроматирования цинковой поверхности
Изобретение относится к химической обработке защитных металлических покрытий и может быть использовано для увеличения коррозионной стойкости оцинкованных деталей на предприятиях машиностроения. Сущность изобретения: состав для хроматирования цинковой поверхности, содержащей соединение хрома шестивалентного, азотную кислоту и ионы сульфата, дополнительно содержит триэтаноламин. 1 табл.
Изобретение относится к химической обработке защитных металлических покрытий и может быть использовано на предприятиях машиностроения для увеличения коррозионной стойкости оцинкованных деталей.
В практике гальванической обработки изделий широко известна операция хроматирования цинковых покрытий, осуществляемая, как правило, в растворах хромсодержащих соединений в присутствии анионов-активаторов. Из описанных в литературе составов для хроматирования цинковых покрытий к заявляемому изобретению наиболее близок раствор, содержащий соединение хрома шестивалентного (хромовый ангидрид или бихромат калия или натрия) в количестве 4-35 г/л (в пересчете на Cr6+ 2-12 г/л), кислоту азотную в количестве 3-7 г/л и соединение, содержащее сульфат-ион (натрий сернокислый) в количестве 10-15 г/л (в пересчете на SO42- 3-6 г/л) (ГОСТ 9.305-84. Покрытия металлические и неметаллические неорганические. Операции технологических процессов получения покрытий, карта 81, состав 2, с. 145-146). К недостаткам данного раствора относится сравнительно быстрое изменение его состава в процессе эксплуатации, связанное с накоплением в нем цинка и хрома трехвалентного. Накопление вредных примесей приводит к ухудшению внешнего вида хроматных пленок, снижению их коррозионной стойкости и к выходу из строя раствора хроматирования. Частая замена раствора связана с необходимостью его нейтрализации, с дополнительными материальными затратами, усложнением обслуживания процесса. Целью изобретения является устранение указанных недостатков путем уменьшения растворения цинка и накопления хрома трехвалентного в процессе эксплуатации раствора хроматирования. Для достижения указанной цели в известный раствор хроматирования, содержащий соединение хрома шестивалентного, азотную кислоту и сульфатсодержащее соединение, дополнительно введен триэтаноламин, при этом содержание всех указанных компонентов должно быть в следующих соотношениях, г/л: Соединение хрома шести- валентного (в пересчете на Cr6+) 2 — 12 Кислота азотная 3 — 7 Соединение, содержащее сульфат-ионы в пересчете на SO42-) 1 — 6 Триэтаноламин 2 — 5 Приготовление раствора хроматирования осуществлялось поочередным растворением каждого из компонентов в любой последовательности в рассчитанном количестве холодной воды. В качестве соединения хрома шестивалентного использовался хромовый ангидрид или бихромат калия или натрия. Источником сульфат-ионов являлся сульфат натрия или серная кислота. Кислотность рабочего раствора составляла рН 1-2. В процессе эксплуатации кислотность поддерживалась на необходимом уровне корректировкой раствора серной или азотной кислотой. Оцинкованные детали обрабатывались в растворе хроматирования при 15-30оС в течение 0,5-1,0 мин. После обработки детали промывались холодной или теплой водой и сушились при температуре не выше 50оС. Для подтверждения преимуществ предлагаемого состава были приготовлены пять растворов хроматирования — один, взятый в качестве прототипа, и остальные в соответствии с заявленной рецептурой с разным содержанием триэтаноламина. Обработке в хроматирующих растворах подвергались плоские образцы из стали 08 КП поверхностью 1 дм2 с цинковыми покрытиями толщиной 6-9 мкм, полученными из электролитов цинкатного цинкования с добавкой НБЦМ при 3-4 А/дм2. Через растворы хроматирования пропускалось строго фиксированное количество образцов, выдерживаемых в растворах одинаковое время при равной кислотности и температуре. Накопление вредных примесей (цинка и хрома трехвалентного) в процессе работы растворов, а также изменение внешнего вида хроматных пленок показано в таблице. Как видно из результатов испытаний, введение в раствор хроматирования триэтаноламина в количестве 2-5 г/л уменьшает растворение цинка и накопление трехвалентного хрома примерно в 1,5 раза. Предложенный состав для хроматирования с триэтаноламином благодаря меньшему накоплению вредных примесей имеет увеличенный срок службы, сокращаются расходы на его приготовление и нейтрализацию. (56) Инженерная гальванотехника в приборостроении. М. : Машиностроение, 1977, с. 119. ГОСТ 9.305.84. Покрытия металлические и неметаллические неорганические. Операции технологических процессов получения покрытий, с. 145-146.
СОСТАВ ДЛЯ ХРОМАТИРОВАНИЯ ЦИНКОВОЙ ПОВЕРХНОСТИ, содержащий соединение хрома шестивалентного, азотную кислоту и ионы сульфата, отличающийся тем, что, с целью увеличения срока службы состава, а также улучшения внешнего вида хроматных пленок, он дополнительно содержит триэтаноламин при следующем соотношении компонентов, г/л: Соединение хрома шестивалентного (Cr YI) 2 — 12 Азотная кислота 3 — 7 Соединение, содержащее сульфат-ионы (SO42-) 1 — 6 Триэтаноламин 2 — 5



Изобретение относится к области обработки металлических поверхностей , в частности к приготовлению раствора для нанесения металлоконверсионных покрытий, и может быть использовано в автомобиле-, приборо-, кораблестроении для защитной отделки изделий и в качестве подслоя при нанесении лакокрасочных материалов








Изобретение относится к области получения черных хромосодержащих пленок на цинке и оцинкованной стали

Изобретение относится к обработке кабеля с оплеткой, которая имеет слой цинка и к системе протяжки кабеля с оплеткой

Изобретение относится к области химической обработки поверхности алюминия и сплавов на его основе
Изобретение относится к области гальванотехники и может быть использовано для получения покрытий, требующих последующей катодной обработки
Изобретение относится к способам пассивации меди и медных сплавов и может быть использовано для их антикоррозионной защиты в радиотехнической промышленности, приборостроении, авиационной промышленности и в других областях народного хозяйства для изделий, эксплуатируемых в различных климатических условиях



Изобретение относится к химической обработке защищенных цинковым покрытием деталей из стали. Раствор содержит компоненты при следующем соотношении, г/л: натрия бихромат 45,0-48,0, кислота серная 55,0-60,0, кислота азотная 390,0-400,0, соединения, содержащие фторид-ионы, 55,0-60,0, соединения, содержащие ионы аммония в пересчете на чистое вещество, 40,0-50,0, кобальт сернокислый 1,0-5,0. Изобретение обеспечивает высокую адгезию и декоративность покрытия, влагостойкость, коррозионную стойкость, высокую технологичность, способность к вторичному созданию пассивной пленки в случае механического повреждения покрытия.
Изобретение относится к химической обработке защитных металлических покрытий и может быть использовано для увеличения коррозионной стойкости оцинкованных деталей на предприятиях машиностроения
Хроматирование цинковых и кадмиевых покрытий
Каково назначение последующей химической обработки цинковых и кадмиевых покрытий (осветления и хроматирования) [c.152]
После осаждения цинковых и кадмиевых покрытий изделия подвергают осветлению в 20—30%-ом растворе азотной кислоты и хроматированию в растворах хромового ангидрида или бихромата натрия. Операции и осветления и хроматирования можно проводить как раздельно, так и одновременно. [c.172]
Осветление и хроматирование цинковых и кадмиевых покрытий [c.151]
Ниже приведены составы, г/л, ванн для хроматирования цинковых и кадмиевых покрытий [c.106]
Один из видов последующей химической обработки — хро-матирование. Хроматирование цинковых и кадмиевых покрытий, производимое в первую очередь для повышения коррозионной стойкости, действует очень эффективно на антифрикционные свойства и может намного повысить прочность при растяжении при знакопеременной нагрузке. [c.159]
В атмосфере, загрязненной оксидом серы (IV), а также в растворах, содержащих хлориды, коррозия цинка значительно усиливается. В условиях повышенной относительной влажности и температуры (тропические условия) цинк обнаруживает низкую коррозионную стойкость, при этом образуются рыхлые продукты коррозии. В отличие от цинка кадмий имеет повышенную коррозионную стойкость в тропических условиях и в растворах, содержащих хлориды. В индустриальной атмосфере скорость коррозии кадмия выше, чем цинка. Для повышения коррозионной стойкости цинковых и кадмиевых покрытий наиболее широко применяют хроматирование. [c.144]
Выпускаются концентраты для хроматировання под названием Ликопда, позволяющие получать иа цинковых и кадмиевых покрытиях хромагиые пленки с большим спектром цветовых оттенков. [c.68]
Недостаточная промывка хроматированных цинковых и кадмиевых покрытий может свести на нет весь окрашивающий эффект хроматирования. На стальных изделиях, черненых в горячих щелочных ванах, при недостаточной промывке в порах остаются частички отвердевшей массы, приводящей к образованию белого налета во время складирования. Это — лишь немногочисленные примеры последствий слабой промывки. На практике их сравнительно больше. [c.190]
Для сохранения внешнего вида и предохранения от коррозии после осаждения цинковых и кадмиевых покрытий изделия подвергают осветлению в 20— 30 %-ном растворе азотной кислоты и хроматирова-нию в растворах триоксида хрома или бихромата натрия с добавкой серной или азотной кислоты. Операции осветления и хроматирования можно проводить как раздельно, так и совместно. [c.151]
В ваннах 1 и 2 образуются толстые хроматные слои интенсивного желто-золотистого (ванна 1) или золотисто-красного (ванна 2) цвета. Обе работают при комнатной температуре от нескольких до десятков секунд. Недостаток этих ванн большая концентрация солей хрома, затрудняющих нейтрализацию сточных вод. Очень концентрированные растворы для хроматирования приводят к снятию 2—3 мкм слоя цинкового или кадмиевого покрытия. Этот может привести к полному удалению покрытия в углубленных местах, например, в отверстиях, где толщина цинка или кадмия очень мала. [c.106]
Промывка. После каждой подготовительной операции детали тщательно промывают водопроводной (питьевой) водой, чтобы освободить их поверхность от остатков загрязнений и химических реагентов. Для промывки применяют теплую воду (40—50 °С)—после операций обезжиривания, хромирования, горячую воду (70—90 °С —перед сушкой деталей (кроме хроматированных цинковых и кадмиевых покрытий) и воду при комнатной температуре — во всех остальных случаях. Промывку проводят одноступенчаткм или двухступенчатым противоточным и трехступенчатым противоточным (каскадным) способами. При выборе способа промывки следует учитывать экономное расходование воды и улучшение качества подготовки деталей перед покрытием. [c.280]
В табл, 21 приведены составы раствороз для хромагкрования, а также для одновременного осветления и хромати-ровання цинковых и кадмиевых покрытий. В растворе № I производится только хроматирование, а в растворах № 2—5 — одновременно осветление н хроматирование. [c.67]
После каждой подготовительной операции детали тщательно промывают в водопроводной (питьевой) воде, чтобы освободить их поверхность от остатков загрязнений и химических веществ. Для промывки применяют теплую воду (40—59 °С) — после операций обезжиривания, хроматирования, горячую воду (60—90 °С) — перед сушкой деталей (кроме хрома-тированных цинковых и кадмиевых покрытий) и воду комнатной температуры — во всех остальных случаях. Промывку проводят по одноступенчатому, двухступенчатому противоточному и трехступенчатому противоточпому (каскадному) способам. При выборе схемы промывки следует заботиться об экономном расходе воды и улучшении качества отмывки деталей перед покрытием. При противоточной промывке уменьшается расход воды в 5—6 раз по сравнению с одноступенчатой промывкой. [c.142]
Токсичность, дефицитность и высокая стоимость кадмия уже давно вызывают необходимость его замены или по крайней мере снижения потребления в гальванотехнике. Одним из вариантов решения этой задачи является применение вместо кадмия цинка с хроматированием его в растворе, содержащем добавку Ликонда ЗЛ (см. гл. 16). Другим путем служит использование электролитических сплавов, в которых наиболее приемлемой легирующей добавкой, по-видимому, может быть цинк. По данным, приводимым в работе [84], коррозионные испытания в атмосфере солевого тумана образцов покрытий с различным соотношением компонентов показали, что при содержании около 40 % цинка они равноценны кадмиевым покрытиям, а при увеличении его до 80 % превышают защитную способность кадмиевых покрытий. Относительно большей стойкостью против коррозии характеризуются покрытия, содержащие 83 % d и 17 % Zn. Сплав, содержащий 90 % d и 10 % Zn, несколько лучше защищает сталь от коррозии в промышленной атмосфере, чем цинковые покрытия, и значительно лучше, чем кадмиевые. Для осаждения сплавов, содержащих 80—86 % d, 20—14% Zn и 77—92 % d, 23— [c.130]
По внешнему виду — цвет светло-серый или серебристо-белый. Блеск и оттенок не нормируются. При хранении кадмированных деталей допускается потускнение поверхности кадмиевого покрытия. Хроматированное покрытие должно иметь цвет от золотисто-желтого до желтовато-зеленого с радужным оттенком. Темно-желтый или коричневый цвет не допускаются. Аналогично цинковым хроматированным покрытиям для кадмиевых хромати-рованных покрытий допускается отсутствие хроматной пленки в порах и раковинах литья, в сварочных швах и возле них, вблизи щелевых зазоров и малых отверстий. На хроматной пленке допускаются отдельные царапины и точки. Фосфатированные кадмиевые покрытия имеют цвет от светло-серого до темно-серого, равномерность цвета не нормируется. [c.52]
Виды покрытий заглушек цинковое с хроматированием, кадмиевое с хроматированием, химическое оксидирование по ГОСТ 9.306-85. Заглушки, работающие в масле и изготовленные из алюминиевого сплава или латута, выполняются без покрьггия. [c.820]
Хромирование. Цинкование
1. Хромирование
Электролитическое хромирование является эффективным способом увеличения износостойкости трущихся деталей, защиты их от коррозии, а также способом защитно-декоративной отделки. Значительную экономию дает хромирование при восстановлении изношенных детален.
Новым методом в совершенствовании электролитов является введение в электролит твердых неорганических частиц, которые, включаясь в покрытие, позволяют изменять его свойства, твердость, жаро- и износостойкость. В качестве добавки используют карбиды, бориды, нитриды, окислы, сульфиды и другие соединения. Этот метод используют и при покрытии никелем, медью, железом.
Обычно различают два основных вида электролитического хромирования:
1) Декоративное хромирование
2) Твердое хромирование
При декоративном хромировании слой хрома наносят на подслой другого металла, чаще всего никеля. При правильном ведении процесса электролитического осаждения никелевый подслой весьма надежно оберегает сталь от атмосферной коррозии, тогда как без него хромовое покрытие постепенно тускнеет. Поэтому обычно для получения декоративного нетускнеющего покрытия красивого оттенка очень тонкий слой хрома осаждают электролитически поверх никеля. Подобное тонкое хромированное покрытие обычно бывает пористым, что, однако, никакого вреда не приносит, так как защита обеспечивается лежащим под ним слоем никеля. Иногда вместо никеля осаждают медь как более дешевый коррозионностойкий подслой. Практикуют также нанесение двойного слоя: сначала никеля, а затем меди.
При твердом хромировании наносят сравнительно толстый слой хрома для того, чтобы использовать высокую твердость, износостойкость и малый коэффициент трения хромированного покрытия. В подобных случаях хром обычно осаждают прямо на основной металл без какого-либо промежуточного подслоя.
Факторы влияющие на внешний вид хромированного покрытия
Из раствора, содержащего лишь чистую окись хрома и воду, нельзя успешно осаждать хром. Качественный осадок получается только тогда, когда в ванне содержатся еще и свободные кислотные радикалы, которые, действуя как не расходуемые катализаторы, способствуя осаждению хрома на катоде.
Ученые всесторонне изучили вопрос изменения внешнего вида хромовых осадков, образующихся в стандартной ванне (250 г/л CrО3 и 2,5 г/л SO4), в зависимости от плотности тока и температуры ванны. Их результаты обобщены на рисунке.
Всю диаграмму можно поделить на четыре области. Область I охватывает низкие температуры и любую плотность тока. В этом случае осадки получались темноватыми и тусклыми, при более низких температурах они имели темно-коричневый или шоколадный оттенок. При высоких плотностях тока покрытия становились чешуйчатыми.
С точки зрения получения блестящих покрытий наибольший интерес представляет область II. При перемещении слева направо, т.е. с повышением температуры, осадки становились более блестящими. Максимальный блеск достигался на границе между областями II и III.
В области III, т.е. при температурах выше 60° С и плотностях тока больше 45-55 А/дм2, осадки тускнели и постепенно делались матовыми. В области IV хром совершенно не осаждался.
Процесс хромирования сопровождается интенсивным выделением кислорода и водорода. Над зеркалом ванны для хромирования всегда стоит туман из капелек электролита, который раздражает слизистые оболочки. Поэтому необходимо предусматривать меры для предотвращения загрязнения воздуха брызгами электролита в помещении в котором производится хромирование.
Хроматное покрытие — Большая Энциклопедия Нефти и Газа, статья, страница 2
Хроматное покрытие
Защита стали от коррозии более эффективна, если сочетать цинковые покрытия с алюминиевыми, оловянные или хромовые покрытия на жести — с последовательно наносимыми пассивными хроматными покрытиями. В зависимости от значения потенциалов металлов основы и покрытия, с учетом их анодной или катодной поляризации и коррозионной среды, выбирают анодный или катодный способ защиты поверхности. Эти покрытия создают различными способами. [16]
Хроматирование широко применяют так же для алюминия, как при его подготовке к окрашиванию, так и для получения самостоятельного декоративного покрытия. Желтое Хроматирование улучшает адгезию лакокрасочного покрытие к алюминиевой поверхности. Зеленые хроматные покрытия ( без окрашивания) часто можно видеть в Швеции на алюминиевых крышах. [17]
Радужный оттенок, вызванный хроматированием, можно удалить в осветляющей ванне, содержащей едкий натр ( — 20 г / л) за 5 — 10 с при комнатной температуре. После осветления необходима очень тщательная промывка. Осветление снижает в определенной степени защитные свойства хроматных покрытий и применяется в том случае, когда радужный цвет не приемлем. [18]
Хроматирование применяют на цинке, алюминии, магнии и латуни. Обработку проводят, используя водный раствор хромовой кислоты или хромата, часто содержащий другие добавки, например фосфорную и соляную кислоты. На поверхности образуется тонкое ( 0 1 — 2 0 г / м2 хроматное покрытие зеленого, желтого, черного или бледно-голубого цвета, которое заметно улучшает ее коррозионную стойкость. Хроматирование широко применяют для оцинкованной стали с целью защитить ее от образования белой ржавчины во время транспортировки и хранения. Его значительное неудобство состоит, однако, в том, что у работающих с некоторыми типами хроматированных материалов, может возникнуть аллергическая экзема в результате контакта с шестивалентным хромом. Другое неудобство состоит в том, что такие средства защиты от белой ржавчины труднее удаляются и могут впоследствии затруднить окрашивание. В настоящее время предпринимают значительные усилия чтобы разработать эффективную защиту против белой ржавчины, не имеющую недостатков свойственных хроматированию. [19]
Хроматные покрытия образуют окисную пленку, пассивирующую поверхность металла. Толщина хроматной пленки достигает 1 мкм. При хорошей подготовке поверхности металла и правильном проведении пассивации пленка получается беспористой и прочно сцепляется с основой. Хроматные покрытия иногда применяются в качестве подслоя перед нанесением лакокрасочных или других органических покрытий. Хроматирование используется для защиты алюминия, серебра, магния, кадмия, цинка. [20]
При обработке цинка или кадмия в подкисленном растворе бихромата наибольшая скорость роста пленки наблюдается в первые 15 — 20 с, после чего она уменьшается, а через 50 — 60 с рост пленки прекращается. Предельная толщина пленки зависит от температуры раствора, кислотности и содержания в нем ионов-активаторов. С учетом этого детали с пассивированным цинковым или кадмиевым покрытиями не следует промывать в горячей воде — при этом может произойти частичное растворение хро-матов, а сушка деталей при температуре выше 70 С способствует разложению компонентов пленки. При 120 С хроматное покрытие разрушается. [21]
Источник https://zctc.ru/sections/Chromatirovaniye_zinc
Источник http://www.remotvet.ru/questions/11420-dlja-chego-provodjat-hromatirovanie-pokrytija-posle-cinkovanija.html
Источник https://pellete.ru/cink/cinkovoe-pokrytie-s-hromatirovaniem.html