Цинкование кровельного листа
Ежегодно около 3 млн. тонн цинка, т.е. 50% его мировой добычи, используется для антикоррозионного цинкования стали. Оцинкованные крупногабаритные стальные конструкции широко используются в промышленности. Отдельное место среди них занимают массивные изделия, работающие в открытой атмосфере: заборы, ограждения, фонарные столбы, опоры электропередач, каркасы быстровозводимых зданий, фасады и крыши.
Сегодня важной, но трудноразрешимой задачей является исключение коррозии кровельного листа из оцинкованной стали. Износ листа происходит естественным путем, а стоимость его замены даже в развитых и развивающихся странах достигает совокупно астрономических показателей.
Оцинкованный кровельный лист в процессе эксплуатации начинает корродировать с верхнего слоя цинка, тем самым защищая само изделие от гораздо более разрушительной «красной коррозии» основы. Это происходит потому, что цинк «аноден» по отношению к железу и обеспечивает так называемую протекторную защиту.
Оцинкованный лист производится прокаткой (формовкой) с последующим покрытием. При горячей прокатке можно получить лист с толщиной 2-3 мм, при холодной — 0,3-2 мм. Толщина покрытия зависит от метода нанесения и условий осаждения. Цинкование металлоконструкций выполняется чаще всего горячим или гальваническим методом.
Горячеосажденный цинк, в отличие от гальванического, может быть получен с бОльшей толщиной, что обеспечивает наилучшие антикоррозионные характеристики. Однако его невозможно далее защитить финишным конверсионным покрытием. В случае же гальванического цинка покрытие можно эффективно и легко хроматировать или фосфатировать. Кроме этого, внешний вид гальванического цинка отличается блеском и равномерностью. Изделие при лучше выдерживает гибку, протяжку и формовку.
2. Условия эксплуатации стального кровельного листа.
Каков срок службы оцинованного кровельного листа? Крыша из оцинкованной стали рассчитана длительный срок эксплуатации. Конкретная цифра зависит от климата. В среднем оцинкованные листы могут прослужить 15-18 лет в сельской местности на открытом воздухе или 3-6 лет в промышленных регионах. Многократные испытания показали, что оцинкованный лист служит в 15-30 раз дольше, чем стальной, однако, и он не вечен.
На оцинкованном листе различают белую и красную коррозию. Белая коррозия так же известна как «пятно от мокрого хранения» или «белая ржавчина». Она характеризует разрушение цинкового покрытия с образованием белого рыхлого продукта — гидроксида цинка. После сильного разрушения цинкового слоя начинает корродировать уже стальная основа, образуется «красная коррозия», т.е. традиционная ржавчина. Без дополнительных мер защиты листа красная коррозия будет распространяться дальше. Изделие рано или поздно придет в негодность и потребует замены.
Есть факторы, значительно ускоряющие коррозию цинка:
- Влажность;
- Присутствие солей (хлоридов);
- Низкая рН среды (повышенная кислотность).
Для кровельного листа весьма опасны кислотные дожди, особенно совмещенные с тропическим морским климатом. Активно корродируют места кровли, где дождевая вода скапливается на долгое время: водостоки, ливневки и т.д.
Кислотный дождь — продукт атмосферной реакции диоксида серы или оксидов азота с кислородом воздуха и водой. В результате этого образуется серная или азотная кислота, которая может выпадать в виде осадков.
Диоксид серы — продукт работы плавильных печей и электростанций, использующих уголь как топливо. Он также выделяется при сжигании природного газа, бензина и иных нефтепродуктов.
Для повышения стойкости оцинкованного листа к агрессивным средам предложен ряд альтернатив.
3. Поиск альтернатив.
В 2001 в результате исследований «Bohm, S., Sullivan и J. H., &Worsley, A new corrosion test for organicallycoated galvanized steel products. MaterialsandCorrosion» было установлено, что покрытия стали цинком не так эффективно, как например покрытие цинком с различными неорганическими и органическими добавками.
Отличные результаты показали покрытия Galvalume: цинк с небольшим процентным содержанием алюминия. Покрытие по сравнению с чистым цинком имело большую равномерность, повышенный предел прочности и отличную коррозионную стойкость в широком диапазоне температур.
В исследованиях «Coni, N., Gipiela, M. L., D’Oliveira, A. S. C. M., &Marcondes, P. V. P. (2009). Study ofthe mechanical properties of the hot dip galvanized steel and galvalume®. Journal of the Brazilian Society of Mechanical Sciences and Engineering» было определено, что стандартное цинковое покрытие легко разрушается в имитируемой карбонатно-хлоридной среде. Эти выводы побудили к поиску альтернативного покрытия кровельных листов, особенно для промышленных зон, загрязненных хлоридами или карбонатами.
Разработка сплава 55% Al-Zn (органический композитный материал) позволила в несколько раз увеличить коррозионную стойкость листов крыши (по сравнению с обычным цинком). Органические композитные покрытия образуют защитную пленку, сдерживающую срабатывание механизма коррозии стали в тяжелых условиях эксплуатации (кислотные дожди или присутствие растворенных солей). Более того, смесь пигмента фосфатного типа с кальцийсодержащим пигментом значительно ингибировала коррозию стали в кислых средах.
4. Производство кровли из оцинкованного листа.
В целом, производство кровельных листов можно разделить примерно на шесть этапов:
- Сварка листов;
- Правка;
- Очистка;
- Отжиг;
- Цинкование;
- Финишная обработка.
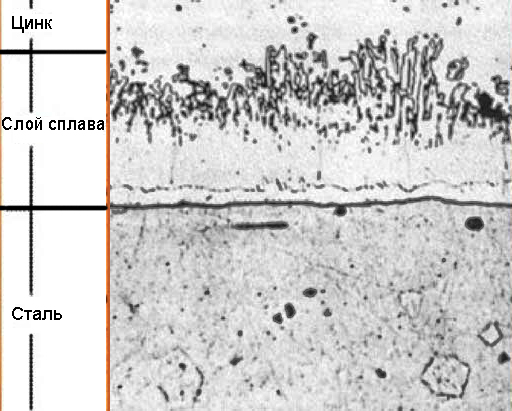
Рисунок 1 — Микроструктура цинкового покрытия, нанесенного горячим методом
Изделия пропускаются через ванны цинкования со скоростью до 180 метров в минуту в виде непрерывных лент. Толщина стального листа составляет от 0,3 до 0.55 мм, а ширина до 1850 мм.
Процесс нанесения покрытия начинается с очистки стали щелочными растворами с ополаскиванием и сушкой. Чтобы сделать изделия мягкими и гибкими очищенная сталь транспортируется в печь для отжига. В печи поддерживается атмосфера из азота и водорода, препятствующая окислению. Вакуумная камера, известная как «рыло», подключается к выходному концу печи и опускается сразу в ванну для покрытия цинком, чтобы избежать повторного окисления нагретого стального изделия воздухом.
В некоторых технологиях производств изделие не поступает из печи напрямую в ванну. В этом случае перед цинкованием требуется изделие протравить и нанести специальный защитный слой (флюс) для защиты поверхности листа от повторных окислений.
В ванне цинкования стальной лист перемещается вокруг погружного валка и вступает в реакцию с расплавленным металлическим цинком. В результате образуется покрытие Затем лист извлекается в вертикальном направлении, с него удаляется избыток расплавленного цинка при помощи воздуходувов под высоким давлением («воздушных ножей»).
Наконец, сталь охлаждается, чтобы цинковое покрытие застыло на ее поверхности. Затвердевание расплавленного металла до того, как он вступит в контакт с другим валком, имеет первостепенное значение, чтобы избежать повреждения или деформации покрытия.
5. Влияние толщины покрытия на надежность оцинкованного кровельного листа.
Толщина горячего цинка измеряется в микрометрах или в г/м2. В зависимости от толщины покрытия изменяется и устойчивость листа к коррозионному разрушению. Например, при любых условиях эксплуатации покрытие G90 прослужит дольше, чем покрытие G60, где G — значит оцинкованный. Однако, с ростом толщины уменьшается пластичность изделия, что в ряде случаев просто недопустимо (данные исследований «Hancock, G. J., Murray, T. M., & llifritt, D. S. (2001). Cold-formed steel structures to the AISI specification. M. Dekker.»). Поэтому толщина покрытия должна быть оптимизирована для достижения благоприятного сочетания коррозионной стойкости и формуемости листа.
Методы контроля толщины горячецинкового покрытия:
- измерительные инструменты (например, микрометр);
- магнитные толщиномеры;
- гравиметрия (взвешивание изделия до и после цинкования);
- оптическая микроскопия по шлифу (ASTM B 487).
6. Свойства оцинкованного кровельного листа.
Блестки (узор в виде снежинок) — распространенный атрибут оцинкованной поверхности. Цинковые покрытия с блестками — декоративные покрытия.
Механические свойства покрытия, влияющие его на внешний вид:
• Прочность. Это сопротивление, оказываемое кровельным листом при приложении внешней нагрузки. Прочность кровельного листа зависит от его способности противостоять внешним воздействиям. Напряжение на стальном кровельном листе может быть сжимающим, растягивающим, сжимающим и растягивающим или на сдвиг.
• Эластичность. Кровельный лист из оцинкованной стали должен иметь возможность вернуться в исходное состояние при снятии нагрузки. Предел упругости кровельного листа — это максимальное напряжение, которое он может выдержать без остаточной деформации.
• Пластичность. Способность стального листа до некоторой степени деформироваться без разрыва. Пластическая деформация возникает при превышении предела упругости. Как правило, уровень пластичности повышается с повышением температуры. Пластичность — одно из свойств материала, которое необходимо учитывать во время вторичных процессов формования. Пластичность позволяет трансформировать оцинкованный лист в различные изделия желаемой формы и размеров путем применения тепла, давления или сочетания деформаций.
• Тягучесть. Это свойство, которое позволяет вытягивать сталь при приложении нагрузки или силы. Основой кровельного листа из оцинкованной стали является низкоуглеродистая сталь, которая, как известно, пластична и позволяет формовку изделий экструзией или протягиванием через отверстие в подготовленной головке. Тягучесть стального листа снижается с повышением температуры. Удлинение и уменьшение являются ключевыми параметрами измерения тягучести.
• Ковкость. Способность стали превращаться в лист без трещин после процесса холодной и горячей обработки. Ковкость — свойство сжатия, в то время как тягучесть — это свойство растяжения. Ковкость материала увеличивается с увеличением температуры;
• Хрупкость. Способность ломаться без искажения. Основание оцинкованного листа из мягкой стали менее хрупкое, что позволяет ему не ломаться после большой деформации, в отличие от стекла и чугуна.
• Вязкость. Способность стальных листов противостоять упругим и пластическим деформациям. Оцинкованный стальной лист демонстрирует значительную степень ударной вязкости из-за наличия в нем легированных элементов. Количество энергии, которое может поглотить оцинкованный кровельный стальной лист до разрушения — это и есть его вязкость.
7. Методы прогнозирования механических свойств оцинкованного стального листа.
Механические свойства стального листа или рулона можно спрогнозировать до начала процесса цинкования по процессу его производства. Это минимизирует потери материалов.
В исследованиях «Adetunji, O. R., Musa, A. A., & Afolalu, S. A. (2015). Computational Modelling of Chromium Steel in High Temperature Applications. International Journal of Innovation and Applied Studies» были проведены сравнительные испытания механических свойств различных стальных рулонов до оцинкования. Авторы оценили модели, созданные с помощью линейных и нелинейных, мешковинных и других методов построения. Далее авторы сделали прогнозы, используя в общей сложности 30 моделей. Прогнозы были сделаны для каждого параметра, чтобы получить значимую информацию о возможностях этих моделей и методов. Авторы несколько раз протестировали все модели, а также построили отдельную модель, чтобы установить актуальность марок стали и рекомендовать модели для каждого параметра.
Механические характеристики оцинкованного стального листа определялись при помощи интеллектуального анализа данных, таких как нейронная сеть, машина опорных векторов, методы регрессионного анализа и дерева регрессии.
Было обнаружено, что использование нейросетевого метода дает лучший результат в прогнозировании механических свойства оцинкованной стали. Прогноз был подтвержден путем сбора актуальной информации о химическом составе, толщине и ширине листов, полосыскорости и температуры отжига с помощью прогнозных моделей.
Оцинкованные стальные листы можно назвать композитными, состоящими из звеньев металлического покрытия. На стальной подложке, которая является хрупкой по своей природе во время формовки образуются микротрещины. Формовка располагается между Zn-покрытием и интерметаллической фазой. Обычно трещины в зернах покрытий из чистого цинка размещаются параллельны друг другу. Тщательные наблюдения (Dirisu, J.O., Asere, A.A., yekunle, J.A., Adewole, B.Z., Ajayi, O.O., Afolalu, S.A., Joseph, O.O., &Abioye, A.A. (2017). omparison of the Elemental Structure and Emission Characteristics of Selected PVC and Non PVC Ceiling Materials Available in Nigerian Markets.International Journal of Applied Engineering Research) показали, что кристаллы цинка проявляют преобладающую анизотропную деформацию.
Все об оцинкованной стали
Оцинкованная сталь – альтернатива лужёной, покрытой оловом или оловянно-свинцовым припоем. Цинк – более дешёвый материал, он легко накладывается тончайшим слоем в 30 микрометров и менее, на любую марку стали, включая сплавы типа Ст3.


Виды и разновидности оцинкованной стали главным образом подразделяются на листовую (один из вариантов – рулонная), профильную (от уголка до швеллера), сплошную (круг, квадрат, прямоугольник). Все заготовки, изготовленные из стальных сплавов (кроме нержавейки), легко подвергаются цинкованию. Суть технологии – зачищенные до блеска и обезжиренные (при необходимости) заготовки и детали погружаются в ванну с расплавленным цинком, однако существует и холодное (нетермическое) нанесение оцинковки. Толщина покрытия и профиль чермета определяет, как именно будет нанесён оцинковывающий слой. Дополнительную защиту от атмосферных осадков и воздействия кислорода, содержащегося в воздухе, обеспечивает слой лака или краски. Фирменные кровельные профлисты с окраской – не только оцинкованные и прогрунтованные, но и в довершение процесса нанесения покрытий окрашенные. Для окрашивания используются синтетические краски – вроде тех, которыми покрывают, к примеру, вышки и телебашни.
По способу обработки сталь подразделяется на горячепрокатную и холоднокатаную. Цинковое покрытие наносится и на горяче-, и на холоднокатаную сталь, однако последняя обладает большей гладкостью – меньшей шероховатостью, вернее, полным отсутствием последней. Горячекатаные листы более грубые – остывающая сталь ещё не успевает обрести идеальную форму, и на смену высокой температуре приходит повышенное давление, отличающееся от нормальных условий до 100 раз. По сути, оказывая давление в 100 атмосфер с одновременной прокаткой при помощи гладкого вала, холоднопрокатный конвейер позволяет получить почти идеально ровные листы, к тому же и с выравниванием краёв. После холодной прокатки заготовки эти поступают в рабочую зону лазерно-плазменного стана, где с высочайшей точностью обрезаются неровные края. Затем заготовки подвергаются нанесению оцинковки – и при необходимости окрашиваются.

Тонколистовая сталь – заготовки с толщиной менее 600 мкм. Их собратья с толщиной более 0,6 мм относятся к обычному листу, который затем может быть подвергнут профильному сгибанию на листогибочном станке. Согнутые листы окрашиваются порошковым или аэрозольным методом. В отличие от горячеоцинкованной, которая обрабатывается в ванне с расплавом цинка, холоднооцинкованная подвергается порошковому нанесению цинка, либо анодированию. Горячеоцинкованная сталь, как правило, изготавливается в виде тонколистовых заготовок: на толстолистовые расходуется слишком много энергии. Дело в том, что заготовка должна быть разогрета по всему её объёму: нагреть лишь её поверхность из-за высокой теплопроводности стали не представляется возможным.
Толщина покрытия цинком определяется согласно ГОСТ 14918-1980. Высококлассные изделия соответствуют слою цинка в 50 мкм, вес цинка – до 855 г/м2. Класс 1 обладает покрытием порядка 30 мкм, обладает массой покрытия до 570 г/м2 листа. Класс 2 – порядка 14 мкм, до 258 г цинка на 1 м2 листов. На основании всё того же ГОСТа допускается небольшое различие в толщине оцинковки: существуют разновидности НР (нормальной разнотолщинности), УР (уменьшенной разнотолщинности).
Листовая оцинковка в своей основе содержит низко- и среднеуглеродистую сталь. Свариваемость, сгибаемость и штампуемость изделий – весьма удовлетворительные.

Методы цинкования
Чтобы оцинковать изделие из стали, используют гальваноцинкование, газотермическое, холодное и термодиффузионное нанесение покрытия. Особенность готовых покрытий – недопустимость усиленного механического воздействия: оцинковку легко счистить во время интенсивного трения. Характерный пример – ручные тачки, в которых осуществляется замешивание цементных и бетонных растворов: абразивность песка, камней и цемента, а также движения совковой лопатой и мастерком сдирают даже покрытие в 50 мкм менее чем за год при ежедневных замесах данных стройсмесей. В результате обнажившаяся сталь быстро ржавеет, и тачка приходит в негодность. Горячая оцинковка – метод, создающий наиболее долговечное покрытие. Но экологичность данного метода не самая высокая. Перед нанесением цинка выполняется травление стальных заготовок в ванне с раствором серной кислоты, обезжиривание с помощью лёгких спиртов, ацетона и иных растворителей, сделанных из нефти.
Крупногабаритные конструкции, к примеру, комплектующие под опоры для кабельных линий, подвергаются именно погружению в ванну с цинком. Холодное цинкование заключается в нанесении цинксодержащего реагента (но не краски с порошком цинка, измельчённым до состояния тонкой пудры), например, цинконола. На предварительно очищенной стальной заготовке образуется плёнка, содержащая до 93% цинка. Метод этот хорош в случаях, когда необходимо восстановить покрытие из цинка, внезапно повреждённое, чтобы не допустить ржавления стали в данном месте. Гальванический метод позволяет нанести слой цинка толщиной до 30 мкм. Способ основан на растворении цинка в электролите, при этом атомы цинка в составе видоизменённой электролитической консистенции прочно оседают на поверхности обрабатываемой детали. Недостаток данного способа – высокотоксичность электролита, который тщательно очищается перед утилизацией.
Термодиффузионное цинкование основано на нагреве обрабатываемых деталей и цинка до 2600 градусов. При такой температуре из твёрдого изначально цинка формируется газ, проникающий в обрабатываемую заготовку. Метод этот экологически безопасен – оцинковка производится в наглухо закрытом контейнере. Недостаток – неравномерность покрытия и неэстетичный внешний вид обработанной детали или заготовки. Газотермическое покрытие цинком – метод, при котором цинковый порошок или проволока под воздействием раскалённого газа наносится на поверхность изделия.
Пористость такого покрытия повышена, что заставляет производителей оцинкованного листа нанести лакокрасочный слой.
6 советов по холодному цинкованию металла
Металлические изделия при всей своей прочности имеют один существенный недостаток – они легко ржавеют. В производственных условиях стальные изделия защищают от коррозии методом горячего цинкования. Это достаточно сложный и дорогой процесс, к тому же, он не рассчитан на защиту крупногабаритных конструкций. В быту для защиты от ржавчины кровли, забора, козырька, автомобиля и прочих конструкций лучше всего использовать холодное цинкование металла, которое проводят с помощью специальных цинкосодержащих составов. Процесс нанесения покрытия максимально прост, а сам способ холодного цинкования по ряду причин можно назвать универсальным. Разберемся с технологией, составами и выясним, как же работает цинковая «броня».
Горячее цинкование позволяет защитить металл от коррозии на ближайшие 40-50 лет, причем никаких дополнительных мер принимать не потребуется. Технологически сложный и затратный процесс в быту заменило холодное цинкование, которое позволяет получить качественное защитное покрытие с минимальными усилиями, но его придется периодически обновлять.
Процесс холодного цинкования напоминает простое окрашивание металлоконструкций, только вместо обычных красок используют цинконаполненные краски (ЦНК). В их состав входит не менее 94% цинка, остальное – связующие добавки. ЦНК не стоит путать с цинкосодержащими красками: в них доля цинка ниже, а плотность состава всегда менее 2,2 кг/л.

Благодаря простоте выполнения холодное цинкование металла осуществляется не только в промышленных условиях, но и в домашних для защиты конструкций любого размера и геометрии.
Чтобы лучше понимать особенности и преимущества метода, необходимо вспомнить школьный курс химии. Процесс защиты железосодержащих сплавов цинком возможен благодаря уникальным физико-химическим свойствам этого элемента. Цинк очень легко вступает в химические реакции с разного типа веществами, а при взаимодействии с водой образует практически нерастворимый гидроксид, который покрывает поверхность металла и препятствует дальнейшему взаимодействию цинка и воды. Подобным образом, кстати, ведет себя алюминий.

Если покрыть слоем цинка стальную конструкцию, то цинк на воздухе со временем начнет окисляться. Продукт реакции – оксид цинка, который не реагирует с водой и образует прочную пленку на поверхности конструкции. Все, на этом дальнейшее прохождение реакции невозможно, так как оксид цинка и гидрокарбонат цинка (образуется в меньшем количестве) инертны по отношению к воде. Это защита по барьерному принципу. Стоит отметить, что железо также вступает в реакцию с водой с образованием оксидов, которые мы называем ржавчиной, но эти соединения не образуют сплошной плотной пленки, пропуская влагу вглубь металла и провоцируя развитие коррозии.
Помимо барьерной защиты, цинк обеспечивает еще и электрохимическую. Вспоминаем электрохимический ряд напряжений металлов, в котором цинк стоит раньше железа. Это означает, что цинк химически более активен и в паре цинк/железо будет реагировать первым. В присутствии атмосферной влаги может проходить электрохимическая реакция с образованием карбоната цинка. Это соединение также нерастворимо в воде и останавливает дальнейшее развитие коррозионного процесса.
Принцип «работы» цинкового покрытия остается одинаковым, несмотря на способ его нанесения:
Сразу же после защиты металлоконструкции по методу холодного цинкования работает, в основном, электрохимическая защита: пока покрытие еще не достигло максимальной прочности, частицы влаги могут проникать сквозь него и достигать стали. В этом месте образуется электрохимическая пара цинк/железо. В дальнейшем защита строится по барьерному типу, но если нарушается целостность краски и влага проникает к конструкции, то вновь активируется электрохимическая защита.
№3. Преимущества и недостатки холодного цинкования
Холодное цинкование металла – простой, надежный и один из самых популярных способов его защиты. В быту технология приобрела широкое распространение, так как имеет массу преимуществ:

- используемые составы отличаются хорошей адгезией как с основанием, так и с декоративными лакокрасочными материалами, поэтому конструкцию можно будет запросто покрасить в необходимый цвет;
- нанести покрытие можно на изделие любого размера и любой геометрии, а если оно уже установлено и эксплуатируется, то его ненужно демонтировать – все работы можно выполнять на месте;
- подготовка поверхности перед холодным цинкованием осуществляется относительно просто;
- металлические детали, защищенные по данному способу, легко свариваются между собой;
- простота нанесения покрытия, никаких специальных навыков и инструментов не понадобится. Для покраски используют краскопульты, малярные валики и обычные кисти;
- выполнять работы можно практически при любой погоде (допустимая температура воздуха -20…+40 0 С);
- невысокие финансовые и временные затраты.
Основной минус холодного цинкования – невысокая устойчивость покрытия к механическим повреждениям. Проще говоря, краску можно просто поцарапать, обнажив стальную конструкцию. С другой стороны, обновить покрытие не так уж сложно и затратно, поэтому минус нельзя назвать уж очень существенным.
№4. Как проводят холодное цинкование?
Метод холодного цинкования представляет собой нанесение составов с содержанием цинка на поверхность металла. Технология и порядок нанесения зависит от типа состава, но чаще всего используются материалы, чьи характеристики прописаны в ГОСТ 9.305–84. Этот же документ разрешает использовать составы для холодного цинкования на любых конструкциях, исключение – стали повышенной прочности и магниевые сплавы.
Процессу нанесения состава (о самых популярных поговорим далее) предшествует тщательная подготовка поверхности металла:

- удаление любого рода загрязнений, солей, закоксованностей;
- абразивная обработка поверхности (абразивоструйным или гидродинамическим методом) для придания необходимой шероховатости (обеспечивает лучшую адгезию) и удаления старой ржавчины;
- просушивание конструкции;
- ручная очистка от брызг, заусенцев и острых углов;
- обеспыливание струей воздуха.
При наличии жировых пятен на металле, поверхность необходимо обезжирить. Стандарты предполагают тщательную проверку уровня обеспыливания, обезжиривания и шероховатости, для чего необходимы специальные приборы. Если речь идет о защите ответственной конструкции, этим лучше не пренебрегать.
На этом подготовка заканчивается и начинается непосредственно холодное цинкование. Производится при температуре поверхности выше точки росы на три градуса и более, и температуре воздуха, рекомендованной производителем. Наносить краску советуют при помощи специального оборудования (пневматического, красочных камер и т.д.) в несколько слоев, каждый новый слой наносят после высыхания предыдущего. Для обработки некоторых мест можно использовать кисть и валик. Покрытию дают подсохнуть, затем выравнивают. На него в последующем можно нанести обычную краску. Желательно после нанесения ЦНК и ее высыхания проверить качество покрытия, используя специальные устройства, которые позволяют измерить толщину защитной пленки.
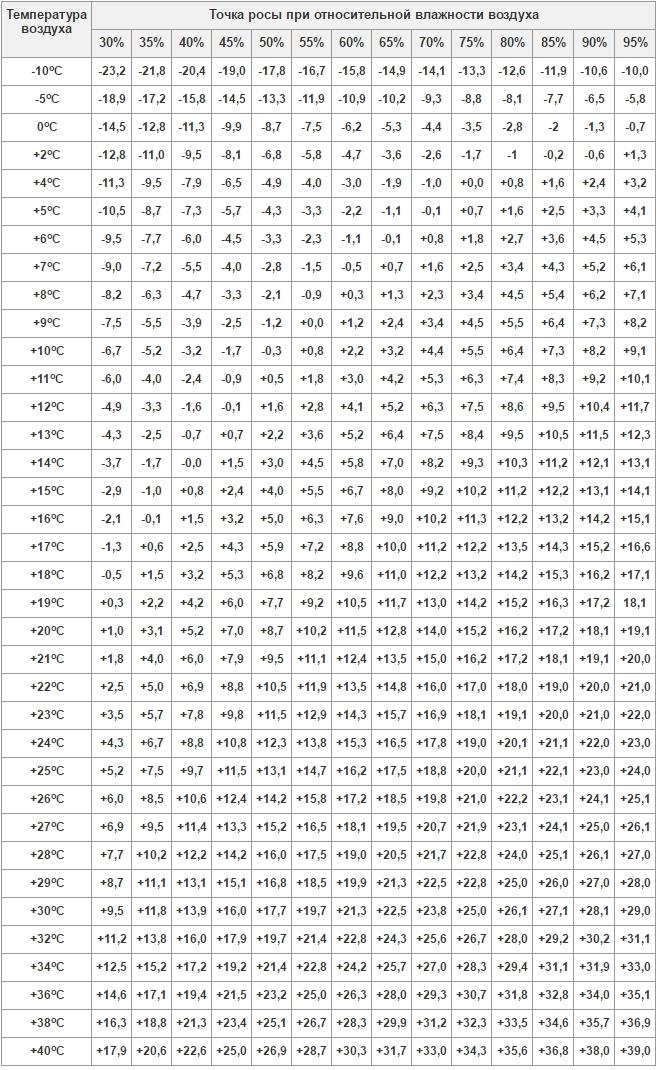
Для определения точки росы следует использовать гигрометр, термометр, психрометр или устройства позволяющие измерять одновременно и температуру, и влажность. Показания приборов сравнивают с таблицей и определяют, можно ли проводить процедуру холодного цинкования металла.
№5. Где можно использовать холодное цинкование?
Оцинковка холодным способом подходит для любой стали, кроме высокопрочной и сплава с повышенным содержанием магния. Требований к размеру, массе, форме, толщине изделий не существует. Метод подходит для уже изготовленных и установленных изделий (в том числе, крупных металлоконструкций). Демонтировать их не нужно.
Использовать оцинковку можно и на производстве, и при обслуживании и ремонте элементов инфраструктуры (например, трубопроводов, цистерн и вышек), и в обычной жизни для таких конструкций, как:

- кровли;
- заборы и калитки, ворота; , изготовленные из металла;
- днище и другие кузовные детали автомобилей; ;
- различные емкости и резервуары;
- тележки, сельскохозяйственные и строительные инструменты.
№6. Составы для холодного цинкования
Согласно стандартам, в ЦНК должно содержаться не менее 94% цинка с размером частиц 12-15 мкм или 88% цинка с частицами 3-5 мкм. Чем выше содержание цинка, тем лучшими будут антикоррозионные свойства, а чем мельче частицы, тем лучше адгезия. На рынке представлено немало составов для холодного цинкования, но мы остановимся на самых популярных:

- «Гальванол» — композиция на основе чистого электролитического цинка и с небольшим содержанием связующих компонентов, отечественная разработка. Состав обеспечивает отличную адгезию и может быть нанесен даже на ржавые конструкции, если ржавчина на них хорошо держится. Наносится быстро и легко, может быть использован при температуре от -30 до +50 0 С, а также при повышенной влажности воздуха. Состав устойчив к растворам солей и спирту, а готовое покрытие устойчиво к истиранию и ударному воздействию, имеет хорошую адгезию с красками. Выпускается готовым к применению, может наноситься кистью, валиком, распылителем, аэрозольным баллончиком. Сфера применения широчайшая;
- «Цинотан» используется как самостоятельное средство против коррозии и в комплексе с другими составами. Может применяться в любых климатических условиях, часто используется в промышленности для защиты конструкций, находящихся в соленой воде или загрязненной атмосфере. Составом покрывают ограждения, емкости для нефтепродуктов, опоры ЛЭП, трубы, автомобильные сооружения и т.д. Его используют гиганты отечественной промышленности;
- «Цинконол» — полиуретановая грунтовка с высоким содержанием цинка, очень эластичная, устойчива к высоким температурам, соленой воде, маслам, нефти и щелочам;
- «Цинол» — состав включающий частицы цинка разных фракций размером от 4 до 20 мкм и более, наносится толщиной 100-120 мкм, сохнет за 1 час, обладает высокой стойкостью к воде;
- ЦВЭС содержит цинковый порошок и этилсиликат, хорошо подходит для высоколегированных и обычных сталей;
- Мастер АК-100 отлично подходит для обработки кузовов автотранспортных средств;
- UR-100 «Жидкий цинк» производят на основе цинковой пудры с размером частиц 3-5 мкм, стоит недорого;
- Zinga – состав для холодного цинкования металла от бельгийской компании Zinga Metall. Производитель использует цинковый порошок 3-5 мкм и заявляет об уникальных свойствах своего продукта, чем и объясняет высокую стоимость, практически эквивалентную горячему цинкованию.

Важно, чтобы обработанное изделие не подвергалось постоянному механическому воздействию – в этом случае покрытие прослужит не очень долго.
Холодное цинкование подходит для любых изделий, которые нужно защитить от коррозии. Несмотря на то, что такое покрытие можно повредить, как обычную краску, оно работает эффективно и исключает появление пятен ржавчины, а еще упрощает окрашивание: краска на цинковом слое держится лучше, чем на обычном металле.
Источник https://zctc.ru/sections/zinkovanie_krovelnogo_stalnogo_lista
Источник https://stroy-podskazka.ru/stal/vse-ob-ocinkovannoj/
Источник https://remstroiblog.ru/natalia/2017/09/12/6-sovetov-po-holodnomu-tsinkovaniyu-metalla/