Термохимическое диффузионное цинкование.
Термодиффузионное цинкование металла: плюсы и минусы
К бесспорным достоинствам технологии относятся:
- отличное сцепление слоя цинка с поверхностью металла;
- по сравнению с горячим цинкованием — компактность оборудования, возможность работать на небольших площадях;
- низкие трудозатраты, а следовательно, экономичность;
- стойкость покрытия;
- ровность слоя, возможность регулировать его толщину в процессе нанесения;
- безвредность для персонала и окружающей среды;
- практически полная безотходность — оставшиеся после обработки продукты легко утилизируются;
- простота и энергоемкость техники.
Вместе с тем у термодиффузионного цинкования металла есть и недостатки. Изделия, оцинкованные этим способом, проигрывают в эстетике: они имеют тусклый сероватый оттенок. Проблему можно решить нанесением поверх оцинковки декоративного покрытия. Хотя для деталей сугубо технического профиля “мышиный” цвет не имеет принципиального значения.
Гораздо больший минус в том, что возможности цинкования деталей напрямую зависят от размеров камеры. А она, как правило, очень компактна. Следовательно, для защиты крупногабаритного проката эта технология не подходит.
Суть процесса
Термодиффузия представляет собой процесс проникновения атомов цинка в поверхностный слой металла, происходящий под действием высокой температуры в восстановительной или инертной газовой среде.

Рабочая температура зависит от толщины покрытия и варьируется в пределах 280°С-470°С. Внедряясь, в кристаллическую решетку металла,
цинк создает на поверхности защитный слой толщиной в несколько микрон. Процесс протекает в газовой среде водорода.
Толщина покрытия регламентируется государственным стандартом. Согласно ГОСТ Р 9.316-2006 толщина покрытия делится на пять классов:
- 6…9 мкм;
- 10…15 мкм;
- 16…20 мкм;
- 21…30 мкм;
- 40…50 мкм.
Выбор в качестве антикоррозионной защиты пал на цинк неслучайно. Находясь на стальной поверхности, он распространяется по ней со скоростью 2 мм в год, но при температуре окружающей среды 70 °С. Такое свойство позволяет затягивать поверхностные микроповреждения.
Практика показывает, что этот способ более перспективен и имеет свои достоинства.
Технология термодиффузионного цинкования
Как же “работает” термодиффузионное цинкование в Москве? В его основе, как можно догадаться из названия, лежит физический процесс диффузии — проникновения молекул цинка в среду металла. Он происходит под воздействием высокой температуры — от +400 до +470 градусов. Если при холодном цинковании добраться до некоторых участков бывает сложно или невозможно, за счет диффузии покрытие охватывает самые труднодоступные уголки.
При нагревании не рекомендуется доходить до “критичных” 470 градусов — чем выше температура, при которой происходит процесс, тем более слабым становится покрытие. При эксплуатации оно может легко отслоиться, что сведет защитные функции к нулю.
Термодиффузионное цинкование. Методика формирования поверхностного слоя
Диффузия – это направленное движение частиц под воздействием тепла. Термодиффузионное цинкование протекает в температурном диапазоне от 400 градусов до 500. Согласно диаграмме Fe — Zn, температура активно влияет на формирование структуры защитного слоя, толщина покрытия зависит от времени выдержки (продолжительности технологического процесса).
После термодиффузионного цинкования (химико-термической обработки) металлического изделия цинком на стальной подложке формируется поверхностный слой, который имеет двухфазную микроструктуру: • Г-фаза формируется на поверхности матричной основы изделия, толщина слоя от 2 мкм до 4 мкм, содержание железа до 25%, цинка — до 75%, • б1 – фаза – формируется на поверхности обрабатываемой детали, толщина слоя от 100 мкм до 160 мкм, содержание железа до 12%, цинка – до 88%.

Цинковое покрытие при термодиффузионном методе обработке получается в результате нагрева исходной детали в рабочей зоне спецоборудования вместе с насыщающей, диффузионной смесью. Технологический состав для ХТО включает в себя цинковый порошок (цинковую пыль), инертный разбавитель, активатор. Различные добавки, входящие в насыщающую смесь, влияют на определенные технологические свойства покрытия, ускоряют процесс термодиффузионного цинкования.
Микроструктура поверхностного слоя зависит от • температуры протекания технологического процесса, • времени выдержки в насыщающей среде, • состава диффузионной смеси. При термодиффузионном цинковании защита металлической основы от коррозионного разрушения происходит электрохимическим способом, т.к. наносимое покрытие является анодом, а черный металл — катодом. Каждая последующая структурная фаза, по мере приближения к матрице, становится катодом по отношению к предыдущей составляющей.
После цинкования на обработанной поверхности образуется гладкое, беспористое покрытие, которое точно повторяет все конструкционные особенности изделия. Толщина диффузионного слоя равномерна, одинакова по всей длине. Цвет покрытия светло-серый. Оцинковку можно производить на деталях, изготовленных из высоко- и низкоуглеродистых стали, а также на изделиях из чугуна.

Для улучшения товарного вида оцинкованных изделий и для повышения характеристик коррозионной устойчивости производится дополнительная поверхностная обработка (фосфатирование, пассивирование, промасливание), после чего процент коррозионной стойкости увеличивается еще на 12- 15 единиц.
Оборудование для термодиффузионного цинкования
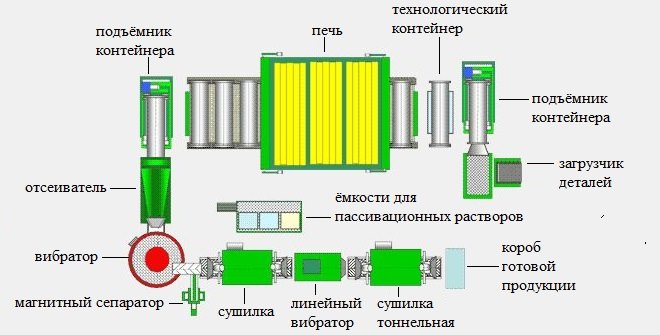
Оборудование термодиффузионного цинкования в Московской области может отличаться по сложности, а следовательно, и по возможностям. Наибольший потенциал имеют не отдельные агрегаты, а линии, на которых деталь или группа деталей проходит пошаговые операции.
Оптимальным оборудованием для предварительной очистки считается дробеструйная установка. Для подачи деталей к печи используются такие элементы, как загрузчик и конвейер. А извлекается уже обработанный прокат при помощи еще одного конвейера — выгружающего. Печь, в которой происходит ключевой процесс, должна обладать повышенной термостойкостью и быть полностью герметичной.
Укомплектованные линии диффузионного цинкования должны также оснащаться сепаратором, вибратором, отсеивателем, емкостями, в которых уже обработанные детали проходят пассивирование и промываются. Финишный пункт линии — приемник готовой продукции.
Цинкование проводится в инертной или восстановительной среде. В камеру могут дополнительно загружаться активаторы, которые выполняют флюсующие функции.
Особенности технологии и сфера применения
Данный способ обработки обеспечивает металлоконструкциям надежную антикоррозийную защиту, а также предупреждает преждевременный износ металла, как следствие – позволяет увеличить срок службы. В основе методики лежит процесс диффузии молекул металла, проводимый при температуре от 400 до 470 °С. За счет этого в поверхностный слой конструкции диффузируют молекулы легирующего вещества – цинка. Особенности процесса термодиффузии прописаны в профильном стандарте – ГОСТ Р 9.316-2006.
Применение данной технологии позволяет создать на поверхности металлоконструкций равномерный цинковый слой. Главной особенностью метода выступает то, что слой цинка является однородным даже на труднодоступных участках обрабатываемой детали (полости, отверстия и т.д.).
Технологию термодиффузии обычно применяют для обработки следующих конструкций и деталей:
- Оградительные конструкции для мостов и дорог;
- Фурнитура, которая используется в мебельной промышленности;
- Арматура, используемая в нефтегазовой промышленности;
- Арматура, которую используют для укрепления железнодорожных полотен;
- Элементы трубопроводов, используемых при создании инженерных коммуникаций и арматура, которую используют в сфере строительства;
- Элементы конструкций линий электропередач;
- Отдельные детали автотранспортных средств.
С помощью термодиффузионного цинкования на металлоконструкциях удается создавать слой цинка минимальной толщины. Поэтому данной обработке допускается подвергать изделия, имеющие незначительные габариты.
Стоит отметить, что обработка деталей при максимальном повышении температуры (до 470 °С) приводит к увеличению интенсивности процесса термодиффузии молекул цинка. Поэтому покрытие не приобретает необходимые эксплуатационные характеристики. Такое покрытие характеризуется низким уровнем антикоррозийной защиты, высокой хрупкостью и высоким уровнем отслаивания цинкового слоя.
Для создания цинкового покрытия необходимой толщины, которое будет обладать высокими защитными свойствами, важно провести ряд дополнительных мероприятий:
- Перед обработкой поверхность металла следует тщательно очистить;
- Нужно создать абсолютную герметичность контейнера, в котором проводится термодиффузионное цинкование;
- В герметичном боксе следует создать инертную и восстановительную среду, поскольку в окислительной среде наносить цинковое покрытие нельзя.
В процессе нанесения цинкового покрытия целесообразно дополнительно добавлять в рабочую среду активаторы (специальные флюсующие элементы).
Суть и назначение термодиффузионного цинкования
На заре рождения технологии, более ста лет назад, ее называли шерардизацией — по имени изобретателя, англичанина Шерарда Коупера-Коулза. Позже от длинного и не очень благозвучного термина отказались, сделав упор на процесс. До внедрения термодиффузионного цинкования использовался ненадежный и трудоемкий гальванический метод, имевший много минусов. С ростом технического прогресса, а конкретно — с созданием первых закрытых автоклавов, появилась возможность использовать для оцинкования пары цинка.
Главное и единственное назначение технологии — защита металла. Конечно, даже нанесенный термодиффузионным цинкованием слой не вечен. Он примет на себя удар внешних сред, особенно агрессивных, и постепенно начнет разрушаться. Но это очень медленный процесс, который будет продолжаться не годами, а десятилетиями.
Технология процесса
Термодиффузионное цинкование технологический процесс которого разбит на шесть последовательных операций. Строгое следование по маршруту залог получения качественного результата.
- Подготовительный. На этапе подготовки детали подвергаются пескоструйной или ультразвуковой очистке от окалины, ржавчины. Удаление жировых загрязнений осуществляется ацетоном. Если деталь имеет большие размеры возможна дробеструйная обработка.
- Загрузка контейнера. Очищенные и высушенные детали помещаются в герметичный контейнер. Для насыщения внутреннего объема цинком и водородом добавляется насыщающая смесь. Большой популярностью пользуется «Левикор». От количества смеси зависит толщина слоя покрытия. После тщательного перемешивания контейнеры герметизируются и помещаются в печь.
- Процесс насыщения. Температура процесса насыщения зависит от типа сплава и его марки. В среднем процесс длится 60–90 минут. В течение всего времени нагревающая установка вращается, обеспечивая перемешивание деталей с насыщающей смесью.
- Выгрузка и очистка. После окончания процесса насыщения производится выгрузка деталей. Удаление остатков насыщающей смеси.
- Пассивирование. Эта операция предназначена для защиты покрытия от окислительного воздействия воздушной среды. Изделия, предназначенные для окрашивания, подвергаются обработке однократно. Те, что не окрашиваются, обрабатываются два раза. После каждого пассивирования следует промывка.
- Сушка. Во время сушки удаляется влага, и детали остывают.
Термодиффузионное цинкование — надежный метод антикоррозионного покрытия
Кроме стопроцентной защиты металл приобретает и другие полезные свойства. В отличие от других методик, при которых линейные размеры заготовок пусть незначительно, но увеличиваются, полученное диффузионным способом покрытие проникает вглубь заготовки, на нарушая ее контуров. Это особенно важно при обработке таких изделий, как решетки с небольшими ячейками.
Надежность метода не снижается в зависимости от сложности детали: термодиффузионное цинкование в Москве одинаково доступно для заготовок с резьбой, внутренними полостями, цельных и сварных.
Требования ГОСТ р 9.316-2006 к термодиффузионным цинковым покрытиям
Стандарт р 9.316-2006 не только определяет особенности процесса, но и разделяет термодиффузионные цинковые покрытия на классы в зависимости от их толщины. Самые тонкие, толщиной не более 9 мкм, относятся к первому, насчитывающие от 40 до 50 мкм — к последнему, пятому. При желании на металле можно “нарастить” и более толстый слой, но в подобном случае изделие уже будет выходить за рамки ГОСТа.
Этим же стандартом выводится список дефектов, при которых покрытие считается некачественным. На поверхности цинкового слоя не допускается образование
- выпуклостей,
- трещин,
- пустот,
- непокрытых участков,
- инородных частиц,
- пузырей,
- отслоений.
При наличии этих дефектов изделие после термодиффузионного цинкования в Московской области подлежит выбраковке.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Выгодные отличия термодиффузионного цинкования перед “конкурентами”
Данная методика цинкования имеет немало преимуществ перед другими. В отличие от покрытия, полученного горячеоцинкованным способом, термодиффузионное прослужит в два раза дольше. А гальваническое проигрывает ему в стойкости минимум в три раза! По сравнению с горячим цинкованием в атмосферу не выделяются вредные испарения. Другой недостаток горячего способа — в невозможности регулировать толщину слоя. Для термодиффузионного можно формировать слой определенного количества микрон.
Термодиффузионное цинкование изделий
Несмотря на то, что термодиффузионное цинкование не применяется для крупногабаритных изделий, перечень деталей, подходящих для него, очень широк. Это:
- строительная и ж/д арматура,
- элементы мостовых и дорожных конструкций,
- фитинги,
- мебельная фурнитура,
- детали для авто,
- комплектующие для монтажа линий электропередачи.
Термодиффузионное цинкование метизов
Не менее часто методика применяется для обработки мельчайших метизов, так как их гальваническое или горячее цинкование может выполняться с большой долей погрешностей. При термодиффузионном исключается такое негативное последствие, как водородное охрупчивание. Его удается избежать опять же благодаря глубокому проникновению частиц цинка в структуру металла.
Почему у нас заказывают термодиффузионное цинкование?
Предлагая нашим клиентам термодиффузионное цинкование в Москве, мы гарантируем им максимально выгодные условия сотрудничества:
- оперативное исполнение заказов;
- работу с прокатом любой сложности;
- низкие цены;
- реальные, а не мифические скидки при обработке крупных партий;
- быструю доставку в любую точку столицы и области.
В нашем автопарке разнообразные единицы транспорта, в том числе для единовременной доставки большого объема проката.
Термодиффузионное цинкование от 26 руб./кг
Если ваш заказ измеряется тоннами, мы готовы предложить вам поистине революционную скидку на цинкование килограмма проката — от 26 рублей. Подробно ознакомиться с ценовой политикой компании вы можете в разделе “Стоимость”. Это фиксированные и действительно работающие, а не взятые “с потолка” цены.
На стоимость проекта могут повлиять срочность заказа и другие факторы. Окончательную сумму наши менеджеры назовут в телефонном разговоре или когда получат вашу онлайн-заявку. При выборе второго способа оформления не забудьте указать координаты для связи.
Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
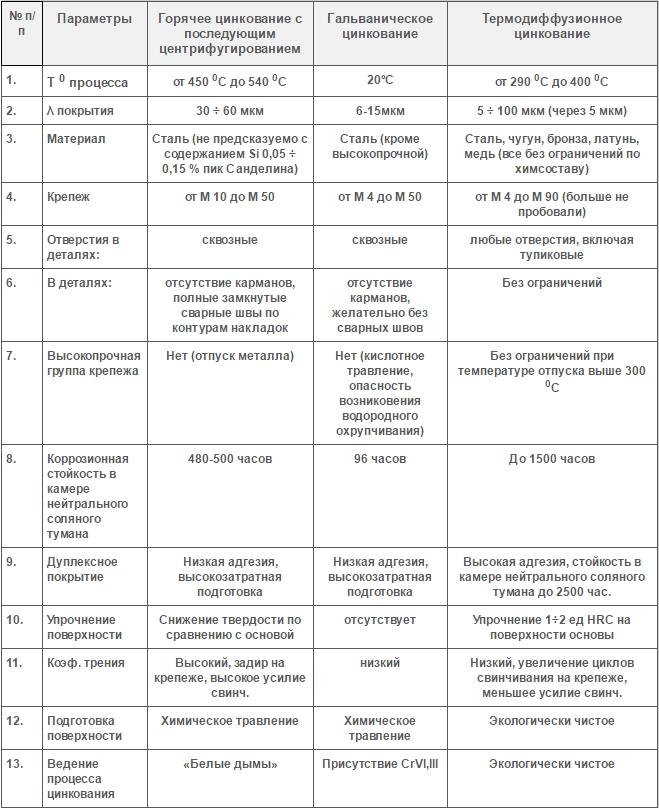
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Требования ГОСТ Р 9.316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
ГОСТ Р 9.316-2006 Единая система защиты от коррозии и старения. Покрытия термодиффузионные цинковые. Общие требования и методы контроля
Скачать
Термодиффузия или горячее цинкование
Металлические конструкции подвержены коррозии и обязательно нуждаются в эффективной защите от нее. Под воздействием кислорода, незащищенная поверхность окисляется, на ней образуется рыхлый слой — ржавчина. Пористая структура ржавого слоя позволяет проникать кислороду в более глубокие слои металла, разрушая его и уменьшая прочность конструкций. Эффективный, простой и недорогой способ защитить детали из металла от коррозии – цинкование.
Что такое цинкование

Цинкование – это нанесение на поверхность металлических изделий тонкого слоя цинка, защищающего конструкции от процессов коррозии. Оцинковка может осуществляться различными способами – от простого покрытия поверхности цинковым составом до соединения металлов диффузным методом.
За счет особых свойств цинка при контакте оцинкованных металлоконструкций с кислородом на поверхности образуется высокоплотная и прочная пленка, обеспечивающая:
- Защиту от проникновения к металлу атмосферного кислорода;
- Протекцию от механических воздействий.
После оцинковки металлоконструкции находятся как бы в прочной оболочке, которая не пропускает воздух, не допуская тем самым коррозию.
Кроме того, цинк обладает таким свойством, что при малейшем повреждении защитного слоя на поверхности образуется новой защитный слой, во время контакта цинка с воздухом. Такая защита считается самовосстанавливающейся.
А при интенсивном повреждении цинкового слоя, ржавление металла будет происходит значительно медленнее. Это обусловлено наличием гальванической пары, в которой более активным металлом является цинк. Он и коррозирует раньше, замедляя процессы ржавления менее активного железа.
Методы цинкования
Выбранный метод цинкования влияет на конечный результат, так как при каждом способе металлические изделия приобретают различные свойства:
- Толщина защитного слоя. Для габаритных конструкций лучше использовать более толстое покрытие, а мелких деталей необходимо подбирать оптимальную толщину защитного покрытия, не снижающую эксплуатационные характеристики.
- Равномерность. Для мелких деталей важна равномерность укрытия по всей площади, а для габаритных изделий этот параметр не столь важен.
- Прочность удержания защитного слоя на металле. Этот параметр зависит от выбранной технологии цинкования. При использовании горячего и термодиффузионного цинкования соединение металлов происходит на молекулярном уровне, что обеспечивает надежное удержание защитного покрытия.
- Внешний вид. После оцинковки поверхность может становится матовой или глянцевой, а также иметь различные цвета – от темно-серого до голубого.
- Устойчивость к механическим воздействиям. Чем выше уровень защиты, тем надежнее защищены детали от коррозии.
- Самовосстановление. Этот параметр зависит от толщины наносимого слоя.
- Устойчивость к процессам коррозии. На это свойство влияют все факторы – толщина слоя, равномерность нанесения, стойкость к механическим воздействиям и т.д.
Технология цинкования оказывает влияние на эксплуатационные свойства металлоконструкций. В современной промышленности наиболее востребованными являются два метода:
- Горячее цинкование. Предполагает погружение деталей в раствор с расплавленным цинком.
- Термодиффузионное цинкование. Формирование защитного покрытия осуществляется путем помещения деталей в среду с порошкообразным цинком.
Горячее цинкование
При использовании этого технологического процесса металлические детали погружаются в расплавленный цинк.

Оцинкованные таким способом изделия обладают широким спектром эксплуатационных преимуществ. Технология состоит из нескольких этапов:
- Детали, нуждающиеся в обработке, помещаются в зону навески, где они устанавливаются на подвижные траверсы. На них они фиксируются так, чтобы секции было удобно опускать в технологические емкости. При этом при навешивании обеспечивается возможность эффективного контакта с жидкостями, таким образом, чтобы детали не мешали друг другу.
- Перед погружением в цинк детали проходят несколько этапов предварительной обработки – обезжиривание, очистка, травление, удаление остатков кислоты, флюсование. На этом этапе металла немного нагревается, для исключения деформаций при резкой смене температур.
- Сушка и подогрев. В многоступенчатые печи подается чистый подогретый воздух. Он позволяет тщательно удалить с поверхности остатки предварительной подготовки и нагревает детали до необходимой температуры.
- Цинкование. Траверсы с подготовленными металлоизделиями помещаются в закрытую печь, где расположены емкости с расплавленным цинком (его температура около 450 градусов по Цельсию). Печь должна обеспечивать герметичность, чтобы обезопасить работу персонала и исключить попадание в атмосферу газов, которые должны пройти доочистку до выброса в атмосферу. Тепловая энергия от этих печей используется вторично в других технологических процессах.
- После цинкования траверса с навешенными деталями отправляется в зонуснятия и сортировки.
Метод горячего цинкования остается одним из самых эффективных, и простых в плане реализации, а также не требует больших экономических затрат. При таком цинковании металлоконструкции обретают оптимальную защиту от коррозии. Преимущества:
- Невысокая стоимость технологического процесса.
- Использование технологических линий с высокой производительностью.
- Возможность выполнять оцинковку крупных и габаритных деталей.
- Толщина защитного слоя может варьироваться в пределах 40-200 мкм.
- Прочность удержания на конструкциях цинкового слоя за счет проникновения молекул цинка в кристаллическую решетку металла.
- Устойчивость конструкций к механическим воздействиям.
- Хорошая способность к самовосстановлению.
- Устойчивость к коррозии.
Есть у этого метода и некоторые недостатки:
- Невозможность делать слой цинка менее 45 мкм.
- Нестабильная равномерность покрытия.
- Внешний вид изделий получается не слишком презентабельным.
Горячее цинкование – оптимальный вариант защиты для габаритных и крупных конструкций, которые нуждаются в надежной и продолжительной защите от коррозии. Его не целесообразно использовать для обработки мелких конструкций, требующих высокой точности по толщине слоя или равномерности покрытия. Таким способом нельзя обработать стационарные металлоизделия вне стен производственного цеха.
Термодиффузионное цинкование

При таком цинковании используется технология низкотемпературной обработки. Детали помещаются в среду с порошкообразным цинком и обрабатываются при температурах от 260 до 450 градусов по Цельсию. Чем выше температура обработки, тем большая равномерность покрытия обеспечивается. При такой технологии соединение металлов происходит на атомном уровне, а защитный слой может иметь толщину от 20 до 100 мкм. За счет использования различного времени цинкования можно регулировать толщину наносимого слоя.
- Регулировка толщины покрытия;
- Прочность протекционного слоя на поверхностиизделий за счет диффузии металлов;
- Равномерность обработки даже в труднодоступных местах конструкций;
- Устойчивость деталей к повреждениям;
- Оптимальное самовосстановление поврежденного защитного слоя;
- Хорошая коррозионная стойкость.
Минусами цинкования с применением технологии термодиффузии являются:
- Сложность организации на производстве технологических процессов.
- Большие экономические затраты.
- Оцикованные таким способом детали имеют не самый презентабельный внешний вид.
В промышленности таким методом обрабатывают металлические детали, подверженные абразивному износу.
Источник https://dosaafvlg-kotovo.ru/stanki-drugoe/diffuzionnoe-cinkovanie.html
Источник http://met-all.org/obrabotka/prochie/termodiffuzionnoe-tsinkovanie-tehnologiya-oborudovanie.html
Источник https://pmkmetall.ru/info/articles/termodiffuziya-ili-goryachee-tsinkovanie/