Литейное производство: оборудование для литейной лаборатории и контроля литья металла
Литейное производство позволяет производить заготовки и детали различной конфигурации и массы. Получению готовых изделий предшествует множество операций, некоторые их которых происходят при высокой температуре, и предполагает работу с материалами в различных агрегатных состояниях: твердом, газообразном и жидком.
В литейном цехе используется разнообразное технологическое и транспортное оборудование, а получение качественных отливок невозможно без контроля различных параметров на всех этапах производства, поэтому оснащению лаборатории уделяется особое внимание. В арсенале этого подразделения предприятия должны быть приборы для проведения требуемых исследований, в том числе экспресс-анализа химического состава металлов и сплавов.
Технологический процесс литейного производства
Представление о технологии получения отливок дает возможность понять проблемы, которые стоят перед литейщиками. Контроль качества на каждом участке литейного цеха оказывает влияние на качество готовой продукции и производительность, поэтому снижение внимания на каким-либо этапе технологического процесса — недопустимая ошибка со стороны технологов.
Отдельные производственные процессы литейного производства представляют собой целостный технологический комплекс, который можно разбить на следующие основные этапы:
- Технологическая подготовка. Определяется способ получения отливки, разрабатывается ее чертеж, проектируется оснастка и технология.
- Изготовление формы. По чертежам осуществляется изготовление модели, стержней и оснастки, которые необходимы для формовки изделия. Процесс формовки происходит параллельно с плавкой сплава заданного химического состава и определенной температурой.
- Заливка и охлаждение. Литейные формы заливают расплавленным металлом с помощью ковша или литейной машины.
- Извлечение отливок и их обработка. После охлаждения отливки до определенной температуры ее удаляют из формы, а также извлекают стержни. Затем она подвергается обработке для придания товарного вида.
Основное технологическое оборудование

При рассмотрении структуры оборудования, входящего в состав литейного цеха, можно выделить специализированное оборудование и оборудование общего назначения. К первой группе относятся агрегаты, без которых невозможен основной технологический процесс — получение из металла готового изделия.
- подъемники,
- питатели,
- крановое хозяйство,
- бункеры,
- трансформаторы,
- конвейеры и ряд других.
Основное технологическое оборудование отличается большим разнообразием, и подбирается в соответствии со спецификой производства, особенностями номенклатуры изделий и материалов, используемых для их получения. Эта группа агрегатов требует более детального рассмотрения.
Плавильные печи
Плавильная печь — основной технологический агрегат литейного цеха, который предназначен для получения сплава заданного химического состава. Это оборудование различается по способу нагрева, и может работать с использованием различных шихтовых материалов.
Печи бывают следующих типов:
- Индукционные. Принцип действия агрегата основан на индукционном расплавлении металла при прохождении через него вихревых токов. Для создания электромагнитного поля используется индуктор. Печи этого типа отличаются высокой скоростью расплавления шихты, удобством обслуживания, экономичностью и экологичностью. Кроме этого, имеется возможность быстрого перехода от одного сплава к другому.
- Электродуговые. Нагрев металла осуществляется электрической дугой постоянного или переменного тока. Агрегат позволяет вести плавку с окислением для получения конструкционных сталей или предусматривает безокислительный процесс для производства легированных марок.
- Газовые. Источником тепла служит газовоздушная смесь. Эти устройства обеспечивают точный контроль температуры, поэтому находят применение для плавки цветных и ценных металлов.
Литейные машины
В зависимости от способа прессования бывают литейные машины горячего и холодного прессования. Последние имеют довольно узкую специализацию, и предназначены для сплавов на основе меди, алюминия и магния.
Формовочное оборудование предназначено для получения литейных форм. Оно позволяет получать уплотненные формы и обеспечивает высокое качество отливок.
Ковши
Литейные ковши предназначены для транспортировки и разливки сплава в жидком состоянии. Они могут принимать различную форму, а их объем подбирается в зависимости от особенностей технологического процесса.
Система контроля качества
Получение качественной и конкурентоспособной продукции литейного производства невозможно без контроля на всех этапах различных характеристик и свойств материалов, используемых в технологическом процессе. Система контроля качества подразумевает:
- Контроль состава песка, определения технологических характеристик формовочных материалов и стержней применяются измерительные приборы разнообразных моделей.
- Контроль качества литья осуществляется различными неразрушающими методами исследования, которые позволяют определить соответствие изделий требованиям стандартов.
- Ведение плавки для получения сплава заданного химического состава — важнейшая задача, стоящая перед литейщиками. Для ее решения используются современные аналитические приборы — спектрометры, которые позволяют максимально оперативно с высокой степенью точности результатов выполнить анализ металла.
Спектральные анализаторы. Виды и требования к приборам
Особенности ведения технологического процесса в плавильных печах требует постоянного контроля химического состава на всех стадиях получения металла. Основные требования, предъявляемые к приборам, используемым для этих целей:
- экспрессность;
- высокая точность;
- возможность проведения контроля неразрушающими методами;
- простота проведения анализа;
- возможность автоматизации;
- приспособленность к эксплуатации в производственных условиях.
Оптико-эмиссионные анализаторы
На производстве находят широкое применение оптико-эмиссионные спектроскопы с искровым и дуговым возбуждением спектра (или их комбинацией), у которых рабочей средой служит аргон или воздух. Наиболее простой из них — стилоскоп, который имеет невысокую стоимость и позволяет быстро проводить визуальный анализ химического состава металлов и сплавов. Прибор не отличается высокой точностью, так как для регистрации спектра используется глаз оператора, поэтому литейщики прибегают к использованию более совершенных устройств, которые исключают недостатки стилоскопов.
К преимуществам современных оптико-эмиссионных приборов относят:
- Возможность обнаружения даже незначительных примесей в сплавах. Это имеет особенную важность в литейном производстве, так как для ведения плавки необходимо знать содержание таких элементов, как углерод, сера и фосфор.
- Высокая точность результатов исследования. Метод используется не только для экспресс-анализа, но и для проведения сертификационного анализа.
- Анализ осуществляется бесконтактным способом.
- Нет необходимости отбора массивных проб.
- Экспрессность. Фактор времени при получении в плавильной печи сплава заданного состава имеет исключительную важность.
Оптико-эмиссионные приборы требуют проведения калибровки. Потребитель получает устройство с загруженными аналитическими программами, что может привести к затруднению при работе со сплавом, имеющим неизвестный химический состав, который отличен от состава стандартного образца. Для получения точных результатов перед исследованием проба нуждается в подготовке.
Рентгенофлуоресцентные анализаторы
Рентгенофлуоресцентный анализ металлов и сплавов позволяет провести количественный и качественный анализ металлов и сплавов. Приборы отличаются компактными размерами и простотой использования. Несмотря на универсальность, они не могут определять присутствие элементов с атомным номером менее 11. Таким образом, РФА не позволяют определить содержание углерода в стали и чугуне — наиболее распространенных материалов для производства отливок.
Тем не менее, метод широко используется в литейном производстве, и дополняет АЭСА, благодаря ряду преимуществ:
- Высокая точность результатов исследований.
- Анализ проводится без разрушения образца.
- Низкий предел обнаружения.
- Простая пробоподготовка.
- Возможность анализа пробы много раз.
- Высокая производительность.
Интересные предложения для литейщиков
Рынок приборов для анализа металлов и сплавов, и других материалов насыщен различными моделями анализаторов, которые могут быть использованы в системе контроля качества литейного производства. Среди них можно найти стационарные, мобильные и портативные устройства, позволяющие решать различные аналитические задачи.
Искролайн 100
Искролайн 100 — настольный спектрометр для анализа химического состава металлов и сплавов. Способен распознавать более 70 элементов, в том числе углерод, серу и фосфор. Прибор используется для входного контроля, сертификационного анализа и экспресс-анализа плавки.
Искролайн 300
Искролайн 300 — атомно-эмиссионный спектрометр, относящийся к лабораторному классу. Прибор способен выполнять экспресс-анализ металлов и сложных сплавов на любых основах в диапазоне спектров 174–930 нм. Находит применение как для решения рутинных аналитических задач, так и проведения сертификационного анализа.
SciAps серия X
Эта серия портативных рентгенофлуоресцентных анализаторов оснащена инновационным аппаратным обеспечением, что позволяет проводить исследование любых проб. Библиотека-марочник насчитывает более 1200 марок с возможностью неограниченного расширения. Параметры прибора оптимизируются в автоматическом режиме.
СПАС-01
СПАС-01 — универсальный оптический эмиссионный спектрометр, который предназначен для решения различных аналитических задач. В состав оборудования входит генератор, способный работать в различных режимах. Прибор способен распознавать спектры в диапазоне 185 – 930 нм, что делает его незаменимым в лаборатории литейного цеха.
Модельная оснастка изготовление

Модельной оснасткой — называют разнообразные приспособления и инструменты, используемые для изготовления литейной формы, а в дальнейшем — для изготовления отливки.
ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ МОДЕЛЬНОЙ ОСНАСТКИ
Защита от износа;
Устойчивость к внешним воздействиям.
Модельная оснастка — это целый комплекс различных инструментов, применяемых при изготовлении литейной формы, а в дальнейшем для производства отливки. Разработкой проектов и последующим выпуском занимается специализированное модельное производство, где применяются самые современные технологии и материалы. Изначально проект разрабатывается в трехмерном виде с помощью компьютера, чтобы наиболее подробно изучить все части будущей модели. Непосредственно сами модели, а также стержневые ящики, изготавливаются на специальных станках с ЧПУ или посредствам 3D принтера.
Изготавливается оснастка для литья на основе холодно-твердеющих смесей (ХТС), таких как древесноволокнистая, модельная плита и композитные материалы.
Чаще всего выпускается алюминиевая, деревянная, пластиковая или чугунная оснастка.
Ресурс, который может обеспечить модельная оснастка, может варьироваться в пределах от 1000 до 15000 съемов в зависимости от материала оснатки. Самыми прочными материалами являются чугун, сталь и алюминий, после них идет пластмасса, а затем уже дерево и фанера.
Материалы, используемые нами для изготовления модельной оснастки:
модельный пластик различной твердости;
стеклопластик (контактная формовка);
МДФ с последующей пропиткой и обработкой;
пенополистирол твердых марок;
МАТЕРИАЛЫ ДЛЯ МОДЕЛЬНОЙ ОСНАСТКИ
Самый бюджетный и простой вариант — модельная оснастка из МДФ.
После завершения фрезеровки, для придания высокой твердости и повышению водоотталкивающих свойств поверхностному слою модели, ее рабочие поверхности подвергаются пропитке особыми смолами. Оснастка из МДФ подходит для выполнения небольшого числа отливок. Чаще всего этот материал используется при изготовлении оснастки для художественного литья.
Дерево считается классическим, легким и легкообрабатываемым материалом. Поэтому из дерева очень часто изготавливается модельно стержневая оснастка. Для производства модельной оснастки используется исключительно качественная и идеально высушенная древесина, а тонкие художественные детали требуют использования ценных пород твердой древесины. Такие сложности приводят к увеличению стоимости изготовления литейной оснастки из древесины по сравнению с оснасткой из МДФ. Конечно, в некоторых случаях модельная оснастка из древесины просто незаменима. Например, при изготовлении габаритных изделий деревянная оснастка предпочтительней из-за меньшего веса.
Оптимальный вариант для современного производства — изготовление модельной оснастки из пластика. В современной химической промышленности производится огромное количество видов полимеров, которые предназначены для производства литейной оснастки, в форме пасты, заливочного состава или плиты стандартного размера. Подобные материалы очень удобно использовать – они обладают однородной структурой и высокими эксплуатационными характеристиками. Некоторые модельные полиуретаны превосходят по износостойкости алюминиевые сплавы и могут выдерживать более 100 000 съемов. Изготовление литейной оснастки из пластика выгодно для производства крупных серий отливок на предприятиях, обладающих современным формовочным оборудованием.
Металлическая литейная технологическая оснастка является самым надежным и долговечным вариантом, хотя и самым дорогостоящим, так как обрабатывать металл намного тяжелее, нежели пластик либо дерево.
Подобную оснастку практически невозможно повредить.На нашем оборудовании мы можем изготовить оснастку из алюминиевых и других сплавов.
СФЕРЫ ПРИМЕНЕНИЙ МОДЕЛЬНОЙ ОСНАСТКИ
Мы предлагаем изготовление модельной оснастки для различных отраслей промышленности:
машиностроительное и художественное литье;
архитектура и дизайн.
Компания ООО «ФормаТех» готова предложить услуги изготовления модельной оснастки по выгодным ценам.
Для определения стоимости и сроков изготовления модельной оснастки, направьте ваш запрос через форму на сайте или на почту: info@forma-tech.ru
ТРЕБОВАНИЯ К ЗАЯВКЕ (В запрос включите следующую информацию):
- Чертеж или 3D модель
- Материал готового изделия
- Дополнительные сведения
Минимальная стоимость модельной оснастки — от 5000 рублей
Срок изготовления модельной оснастки от 1 рабочего дня
В течение одного рабочего дня с вами свяжется специалист для уточнения деталей, расчета стоимости и сроков выполнения.
Если у вас отсутствует необходимая 3D модель или чертёж, мы поможем Вам их спроектировать и изготовить.
Литейная оснастка для литья металлов и сплавов
Требования к литейной форме Технологии литья Модельная оснастка Литье в песчаные формы Литье в кокиль Литье под давлением Литье по выплавляемым моделям
Литейное производство — одна из отраслей металлургии, специализирующаяся на переработке металлов и их сплавов, в частности, изготовлением деталей различных конфигураций методом заливки расплавленного металла в специальную форму, под принудительным давлением или естественным путем, с последующим охлаждением до застывания в форме нужной отливки — готового изделия или заготовки. В случае необходимости отливка затем подвергается механической обработке, для большей точности размеров либо уменьшения шероховатости поверхности. Таким образом, основная цель литейного производства – изготовление отливок, максимально соответствующих по форме и размерам конечному изделию.
Для получения качественных отливок на производстве используется специальная литейная оснастка — литейные формы, и от качества их исполнения и особенностей конструкции в большой степени зависит не только качество конечного изделия, но и трудозатраты на производство.
На производстве к качественной литейной форме предъявляют ряд требований, основные из них:
- прочность (выдерживать нагрузки)
- податливость (при усадке отливки уменьшаться в объеме)
- газопроницаемость (при эксплуатации в литейной форме образуются газы)
- огнеупорность (не поддаваться воздействию расплавленного металла)
По степени участия непосредственно в процессе литья литейная оснастка подразделяется на формообразующую (основную) и универсальную (вспомогательную). По количеству возможных заливок литейные формы бывают разовые и многократные, также есть подразделение форм по материалу, из которого они изготовлены (песчаные, металлические и т.д.).
- литейные формы из металлов – чугуна и стали – выдерживают большое количество заливок, сотни и тысячи, поэтому относятся к многократным.
- песчаные формы и формы по выплавляемым моделям эксплуатируются с помощью приспособлений – моделей, они являются разовыми, а сам процесс производства таких форм называется «формовка». С помощью модели оформляют внутренние рабочие поверхности в песчаной литейной форме, они заполняются расплавленным металлом и формируют отливку.
Весь комплект приспособлений, необходимых для производства отливок, и представляет из себя литейную оснастку, а часть оснастки, необходимая для формирования рабочей полости в литейной форме при формовке – модельный комплект.
Изделия, полученные на литейном производстве из тугоплавких сплавов, необходимы в таких отраслях, как авиастроение, приборостроение, ракетостроение, судостроение, радиоэлектроника и атомная энергетика, а из коррозионно-стойких и жаропрочных сплавов – в химической промышленности. На сегодняшний день от 50% до 95% деталей промышленного оборудования изготавливается именно методом литья.
В современном литейном производстве широко применяется около пятидесяти технологий литья, наиболее часто используются:
- литье под давлением
- литье в песчаные формы
- литье по выплавляемым моделям
- литье в металлические формы или кокиля
- литье под низким давлением
- литье в оболочковые формы
- центробежное литье и др.
Коллектив Ульяновского Приборо-Ремонтного Завода обладает богатым опытом, позволяющим проектировать и изготавливать литейную оснастку для литья цветных металлов и сплавов, а именно: литья в кокиль, литья в песчаные формы (в землю), литья под давлением, а также осуществлять полный цикл изготовления пресс-форм для литья по выплавляемым моделям.
Модельные комплекты (оснастка) — литье в песчаные формы
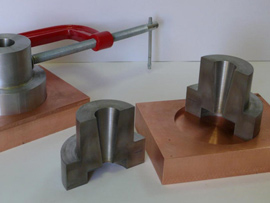
Модельным комплектом называется технологическая оснастка, в том числе приспособления, которые формируют рабочую полость литейной формы; она включает в себя модели литниковой системы, модельные плиты, стержневые ящики, шаблоны сборочные и контрольные, а также литейную модель – приспособление, при помощи которого в литейной форме получается отпечаток, размерами и конфигурацией соответствующий необходимой отливке.
При изготовлении модели обязательно предусматривают припуски на механическую обработку готовой отливки, эти припуски закладываются при проектировании в чертеже отливки. Также размеры модели должны превышать размеры отливки на размер литейной усадки используемого при литье сплава. Эти и многие другие технологические особенности должны быть учтены специалистами при проектировании.
Литейные модели бывают разъемные и неразъемные, состоящие из двух или нескольких частей. По материалу изготовления модели бывают, в основном, пластмассовые, металлические и деревянные, так как модель должна быть одновременно прочной и жесткой, но легкой. Деревянные модели, с целью избежания коробления, изготавливают из отдельных склеенных брусочков, при этом важно разное направление волокон дерева.
Модели из дерева имеют свои преимущества – простота изготовления, умеренная стоимость, небольшой вес, и недостатки – малый срок службы, коробление, гигроскопичность, неоднородность структуры. Модели из металла используются при производстве отливок в больших количествах, в массовом производстве. Такие модели более долговечны, имеют более точную рабочую поверхность, однако они подвержены окислению и имеют очень большую массу. В зависимости от специфики работы такой оснастки и требований к условиям ее эксплуатации модели изготавливают из различных сплавов – на основе алюминия, стали, бронзы, латуни и чугуна. Пластмассовые модели сочетают в себе достоинства металлических и деревянных моделей, так как обладают небольшой массой, хорошей точностью, прочные, не поддаются короблению, устойчивы к воздействию влаги. Как правило, изготавливаются пластмассовые модели из составов на основе формальдегидных и эпоксидных смол.
В последнее время литье в песчаные формы применяется на производстве редко, большей частью, на крупных заводах авиационного, машиностроительного и автомобилестроительного производства. Как следствие, конструкторов и технологов, специализирующихся по этому виду литья, немного. В коллективе нашего предприятия имеются специалисты, обладающие опытом работы в этой достаточно сложной сфере.
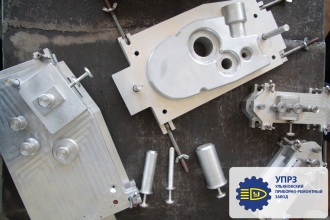
Основную сложность составляет наличие большого количества стержневых ящиков, отъемных частей, а также необходимость создания двухсторонних моделей. Мы можем изготавливать металломодельную оснастку из алюминия и из стали. На такой оснастке можно лить цветные и черные металлы и сплавы, а также чугун.
Литье под давлением цветных металлов и сплавов
В последнее время такой вид литья получил большое распространение. Отливки, получаемые в процессе литья под давлением, применяются в производстве мебели, бытовой техники, в автомобилестроении и многих других видах производства. Такие изделия очень прочные, герметичные и имеют хороший товарный вид. Оснастка для литья под давлением металлов и сплавов рассчитана на сотни тысяч, даже миллионы циклов литья, однако достаточно сложная для изготовления и дорогостоящая.
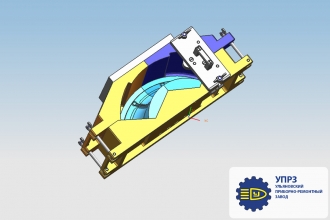
Для эксплуатации оснастки такого вида существует много разновидностей машин литья под давлением, модельный ряд постоянно обновляется. Они подразделяются на машины литья с горизонтальной камерой прессования и с вертикальной камерой прессования. Каждый из этих видов имеет свой ряд по габаритам, мощности, особенностям конструкции и производителям.
Наше предприятие успешно выполняло проектирование, изготовление и запуск в производство пресс-форм для пластмасс и металлического литья изделий, используемых в машиностроении, а также для производства продукции бытового назначения.
Пресс-формы для литья цветных металлов и сплавов под давлением могут быть разной степени сложности: с ползунами, с гидроцилиндрами, с наклонными толкателями, с вкладышами, одногнездные, многогнездные, с многими плоскостями разъема и т.д.. Для изготовления оснастки любой сложности у нас есть необходимый опыт и оборудование. В большинстве случаев имеем возможности и для эксплуатации этой оснастки на собственном оборудовании.
Литье по выплавляемым моделям
Литье по выплавляемым моделям чаще всего применяется для получения тонкостенных отливок сложной конфигурации, как в машиностроении, так и в художественной промышленности. Это один из самых древних способов литья скульптур, колоколов, пушек. Характерная особенность данного вида литья – каждая модель может быть использована для получения только одной отливки, так как в процессе изготовления формы вытапливается, а сама формовочная смесь состоит не из однородного расплавленного металла, а из огнеупорного мелкозернистого, пылевидного материала в связующем растворе. Именно такой состав смеси способствует получению отливок с высоким качеством поверхности. Точность самого отпечатка модели обеспечивается с помощью увеличенной температуры металла, поэтому формовочные и связующие материалы должны обладать высокой огнеупорностью. Недостаток такого метода – сложный и длительный процесс изготовления отливок, для которого необходима специально изготовленная дорогостоящая оснастка и грамотные высококвалифицированные специалисты.
Такой вид литья используется для литья черных и цветных металлов и сплавов. Конструкция пресс-форм очень разнообразна и зависит от планируемой потенциальной производительности и оборудования, на котором оснастка будет эксплуатироваться.
В машиностроении восковые модели отливок изготавливаются в гипсовых, пластмассовых и металлических формах; сам технологический процесс, как правило, механизирован и автоматизирован. Методом литья по выплавляемым моделям производятся детали для авиационной, приборостроительной, машиностроительной и некоторых других отраслей промышленности, где применяются технологии литья труднообрабатываемых сплавов, жаропрочных и коррозионно-стойких.
Оснастка для литья по выплавляемым моделям бывает механизированной (конструкции аналогичны пресс-формам для литья под давлением) и ручной разборки (конструктивно более разнообразны и производят отливки более сложной геометрии). Если от изделия требуется высокая степень точности, прочности и герметичности, то алюминиевые отливки такого вида литья предпочтительнее, чем отливки литья под давлением. При литье по выплавляемым моделям из черных металлов изделия получаются более точными и красивыми, чем отливки в песчаные формы. Наше предприятие может выполнить любой заказ по проектированию и изготовлению оснастки для литья по выплавляемым моделям, в тои числе с привязкой к оборудованию заказчика.
Производство пластиковой модельной оснастки для литья с помощью 3D-печати — экономически эффективный процесс. Напечатанные модели можно применять для формовки по технологиям ХТС, альфа-сет-процесс, а так же как выжигаемые модели.
Преимущества пластиковой модельной оснастки
Удобство использования, транспортировки и хранения
Напечатанные модели, имеют внутри сотовую структуру, за счет чего они легче чем деревянные в несколько раз. Это упрощает все процедуры по обработке и перемещению моделей.
При хранении пластик не изменяет своих размеров от влажности и температуры в отличие от дерева, которое коробится и меняет размеры в больших пределах.
Высокая точность и скорость изготовления моделей
По сравнению с ручным изготовлением, 3D-печать позволяет добиться меньших отклонений в размерах, особенно на сложной геометрии. Так же, сложные модели вручную изготавливаются намного дольше: например, 1 месяц вручную против 48 часов печати.
Уменьшение себестоимости литья
За счет большей точности, 3D-печать позволяет уменьшить припуски под мех обработку, что выливается в экономию при литье.
Повышение эффективности производства, снижение издержек
Следует учитывать, что внутри модель получается с сотовым заполнением, прочность получается, в основном, за счет внешней стенки. Толщина стенки достаточная для большинства изделий — 2,0-3,5 мм.

Внутренняя структура изделия при печати позволяет снизить расход материала при сохранении высокой прочности, необходимой для формовки
Описание этапов изготовления оснастки методом 3D печати
- Экспорт 3D-модели изделия из программы трехмерного моделирования Для 3D-печати необходимо иметь файл 3D-модели в формате STL. Все программные пакеты, используемые для проектирования обьемных моделей, поддерживают сохранение в этот формат.
- Преобразование 3D-модели в G-code и загрузка на 3D-принтер 3D-модель разбивается на слои с преобразованием в управляющий код для принтера. Это выполняется автоматически в специальном ПО для компьютера, идущем в комплекте.
Процесс аналогичен написанию программ для ЧПУ станков, но не требует специальных навыков и сводится к нажатию одной кнопки.
Пользователю нужно лишь указать некоторые параметры, влияющие на компромисс между скоростью печати, качеством и прочностью изделия. - 3D-Печать. Для запуска печати необходимо загрузить файл g-code на 3D-принтер по локальной сети через Wi-Fi или Ethernet.
Печать длится от нескольких минут до нескольких суток, в зависимости от обьема модели.
Управление станком осуществляется через локальную сеть с любого компьютера, планшета или смартфона. Присутствует разграничение прав доступа для по паролю.
Встроенная камера позволяет контролировать процесс из любой точки мира. - Механическая постобработка и покрасочные работы. После окончания печати модель имеет неровности, обусловленные послойной наплавкой пластика.
1. Начальный этап постобработки модели — устранение грубых неровностей (если таковые имеются из-за геометрии 3d-модели), а так же выламываемого материала, строящегося под свисающими частями.
Допустимо использовать любые низкооборотистые шлифмашины. При шлифовке самого пластика машинами на высоких оборотах он будет плавиться, что нежелательно.
2. Склейка модели, если она была напечатана по частям, производится клеями для пластика. Мы применяем эпоксидный клей ЭДП. Если текучесть мешает процессу склейки, то используем Поксипол.
3. Далее следует покрытие всей поверхности жидкой шпаклевкой (двухкомпонентной), для заполнения впадин и слоистости изделия. Желательно выполнять краскопультом.
4. Шлифовка. Выполняется как орбитальными шлиф машинами, так и вручную. Цель — выравнивание нанесенного ранее слоя. Необходимо постепенно снижать размер зерна на наждачной бумаге, доводя до пригодного к покраске.
5. Покраска. Рекомендуется предварительная грунтовка акриловым грунтом. Краска — автомобильная акриловая эмаль. Но можно использовать более дешевые краски.Перед нанесением каждого покрытия поверхность необходимо обезжиривать с помощью спец составов либо растворителя 646. Использование ацетона не допускается.
Используемый пластик PLA не обладает химической стойкостью, но при проведении окрасочных работ не разрушается и обеспечивает хорошую адгезию.
В случае, если печать была выполнена с наилучшим качеством (в настройках ПО), то поверхность получается очень гладкой, что дает возможность обойтись без этапа обработки поверхности жидкой шпаклевкой.
Таким образом существенно ускоряется постобработка. Однако, это приводит к большему времени печати.
Изготовление выжигаемых литейных моделей на 3д принтере
Литье по выжигаемым моделям — одна из технологий точного литья. Технология применяется при изготовлении ответственных деталей в таких отраслях промышленности как авиакосмическая, судостроительная, оборонная и других. Использование 3D печати может существенно оптимизировать процессы получения точных отливок.
Напечатанная на 3д принтере модель для литья по выжигаемым моделям. Материал: Filamentarno Wax3D. Источник: filamentarno
Технологический процесс литья по выжигаемым моделям похож на технологию литья, в которой используется выплавление восковой модели. Но в случае применения 3д печати используется не воск, а специальный полимер, либо пластик.
На сегодняшний день в нашем распоряжении находятся 2 материала, которые могут быть использованы для печати выжигаемых моделей: распространенный пластик PLA и материал WAX3D компании Filamentarno. Оба материала обладают очень низкой зольностью и уже успешно применяются данного вида литья
В случае печати модели из пластика PLA — модель можно только выжигать. А в случае применения материала WAX3D — можно выплавлять как обычный воск, т.к. этот материал был специально разработан для 3D печати выплавляемых моделей.
Применение этого современного материала позволяет использовать напечатанные на 3D-принтере восковки для выжигания без изменения технологического процесса, что особенно важно на крупных предприятиях.
Литейная оснастка для литья металлов и сплавов
Литейное производство — одна из отраслей металлургии, специализирующаяся на переработке металлов и их сплавов, в частности, изготовлением деталей различных конфигураций методом заливки расплавленного металла в специальную форму, под принудительным давлением или естественным путем, с последующим охлаждением до застывания в форме нужной отливки — готового изделия или заготовки. В случае необходимости отливка затем подвергается механической обработке, для большей точности размеров либо уменьшения шероховатости поверхности. Таким образом, основная цель литейного производства – изготовление отливок, максимально соответствующих по форме и размерам конечному изделию.
Для получения качественных отливок на производстве используется специальная литейная оснастка — литейные формы, и от качества их исполнения и особенностей конструкции в большой степени зависит не только качество конечного изделия, но и трудозатраты на производство.
На производстве к качественной литейной форме предъявляют ряд требований , основные из них:
- прочность (выдерживать нагрузки)
- податливость (при усадке отливки уменьшаться в объеме)
- газопроницаемость (при эксплуатации в литейной форме образуются газы)
- огнеупорность (не поддаваться воздействию расплавленного металла)

По степени участия непосредственно в процессе литья литейная оснастка подразделяется на формообразующую (основную) и универсальную (вспомогательную). По количеству возможных заливок литейные формы бывают разовые и многократные, также есть подразделение форм по материалу, из которого они изготовлены (песчаные, металлические и т.д.).
- литейные формы из металлов – чугуна и стали – выдерживают большое количество заливок, сотни и тысячи, поэтому относятся к многократным.
- песчаные формы и формы по выплавляемым моделям эксплуатируются с помощью приспособлений – моделей, они являются разовыми, а сам процесс производства таких форм называется «формовка». С помощью модели оформляют внутренние рабочие поверхности в песчаной литейной форме, они заполняются расплавленным металлом и формируют отливку.
Весь комплект приспособлений, необходимых для производства отливок, и представляет из себя литейную оснастку, а часть оснастки, необходимая для формирования рабочей полости в литейной форме при формовке – модельный комплект.
Изделия, полученные на литейном производстве из тугоплавких сплавов, необходимы в таких отраслях, как авиастроение, приборостроение, ракетостроение, судостроение, радиоэлектроника и атомная энергетика, а из коррозионно-стойких и жаропрочных сплавов – в химической промышленности. На сегодняшний день от 50% до 95% деталей промышленного оборудования изготавливается именно методом литья.
В современном литейном производстве широко применяется около пятидесяти технологий литья , наиболее часто используются:
- литье под давлением
- литье в песчаные формы
- литье по выплавляемым моделям
- литье в металлические формы или кокиля
- литье под низким давлением
- литье в оболочковые формы
- центробежное литье и др.
Коллектив Ульяновского Приборо-Ремонтного Завода обладает богатым опытом, позволяющим проектировать и изготавливать литейную оснастку для литья цветных металлов и сплавов, а именно: литья в кокиль, литья в песчаные формы (в землю), литья под давлением, а также осуществлять полный цикл изготовления пресс-форм для литья по выплавляемым моделям.
Модельные комплекты (оснастка) — литье в песчаные формы
Модельным комплектом называется технологическая оснастка, в том числе приспособления, которые формируют рабочую полость литейной формы; она включает в себя модели литниковой системы, модельные плиты, стержневые ящики, шаблоны сборочные и контрольные, а также литейную модель – приспособление, при помощи которого в литейной форме получается отпечаток, размерами и конфигурацией соответствующий необходимой отливке.
При изготовлении модели обязательно предусматривают припуски на механическую обработку готовой отливки, эти припуски закладываются при проектировании в чертеже отливки. Также размеры модели должны превышать размеры отливки на размер литейной усадки используемого при литье сплава. Эти и многие другие технологические особенности должны быть учтены специалистами при проектировании.
Литейные модели бывают разъемные и неразъемные, состоящие из двух или нескольких частей. По материалу изготовления модели бывают, в основном, пластмассовые, металлические и деревянные, так как модель должна быть одновременно прочной и жесткой, но легкой. Деревянные модели, с целью избежания коробления, изготавливают из отдельных склеенных брусочков, при этом важно разное направление волокон дерева.
Модели из дерева имеют свои преимущества – простота изготовления, умеренная стоимость, небольшой вес, и недостатки – малый срок службы, коробление, гигроскопичность, неоднородность структуры. Модели из металла используются при производстве отливок в больших количествах, в массовом производстве. Такие модели более долговечны, имеют более точную рабочую поверхность, однако они подвержены окислению и имеют очень большую массу. В зависимости от специфики работы такой оснастки и требований к условиям ее эксплуатации модели изготавливают из различных сплавов – на основе алюминия, стали, бронзы, латуни и чугуна. Пластмассовые модели сочетают в себе достоинства металлических и деревянных моделей, так как обладают небольшой массой, хорошей точностью, прочные, не поддаются короблению, устойчивы к воздействию влаги. Как правило, изготавливаются пластмассовые модели из составов на основе формальдегидных и эпоксидных смол.
В последнее время литье в песчаные формы применяется на производстве редко, большей частью, на крупных заводах авиационного, машиностроительного и автомобилестроительного производства. Как следствие, конструкторов и технологов, специализирующихся по этому виду литья, немного. В коллективе нашего предприятия имеются специалисты, обладающие опытом работы в этой достаточно сложной сфере.
Основную сложность составляет наличие большого количества стержневых ящиков, отъемных частей, а также необходимость создания двухсторонних моделей. Мы можем изготавливать металломодельную оснастку из алюминия и из стали. На такой оснастке можно лить цветные и черные металлы и сплавы, а также чугун.
Литье в кокиль
Литье в кокиль производится либо в стационарные кокиля, либо на кокильных машинах и станках. Для изготовления этого вида оснастки необходим высокий уровень и квалификации инженерного состава, и инструментального производства.
Наше предприятие обладает всем необходимым для осуществления проектирования и изготовления кокилей любой сложности, в том числе и с последующей привязкой их к оборудованию заказчика. Чаще всего испытания изготовленной оснастки мы производим на собственном оборудовании. Для оказания технической помощи при запуске оснастки на предприятии заказчика мы можем организовать выезд к нему наших специалистов.
Литье под давлением цветных металлов и сплавов
В последнее время такой вид литья получил большое распространение. Отливки, получаемые в процессе литья под давлением, применяются в производстве мебели, бытовой техники, в автомобилестроении и многих других видах производства. Такие изделия очень прочные, герметичные и имеют хороший товарный вид. Оснастка для литья под давлением металлов и сплавов рассчитана на сотни тысяч, даже миллионы циклов литья, однако достаточно сложная для изготовления и дорогостоящая.
Для эксплуатации оснастки такого вида существует много разновидностей машин литья под давлением, модельный ряд постоянно обновляется. Они подразделяются на машины литья с горизонтальной камерой прессования и с вертикальной камерой прессования. Каждый из этих видов имеет свой ряд по габаритам, мощности, особенностям конструкции и производителям.
Наше предприятие успешно выполняло проектирование, изготовление и запуск в производство пресс-форм для пластмасс и металлического литья изделий, используемых в машиностроении, а также для производства продукции бытового назначения.
Пресс-формы для литья цветных металлов и сплавов под давлением могут быть разной степени сложности: с ползунами, с гидроцилиндрами, с наклонными толкателями, с вкладышами, одногнездные, многогнездные, с многими плоскостями разъема и т.д.. Для изготовления оснастки любой сложности у нас есть необходимый опыт и оборудование. В большинстве случаев имеем возможности и для эксплуатации этой оснастки на собственном оборудовании.
Литье по выплавляемым моделям
Литье по выплавляемым моделям чаще всего применяется для получения тонкостенных отливок сложной конфигурации, как в машиностроении, так и в художественной промышленности. Это один из самых древних способов литья скульптур, колоколов, пушек. Характерная особенность данного вида литья – каждая модель может быть использована для получения только одной отливки, так как в процессе изготовления формы вытапливается, а сама формовочная смесь состоит не из однородного расплавленного металла, а из огнеупорного мелкозернистого, пылевидного материала в связующем растворе. Именно такой состав смеси способствует получению отливок с высоким качеством поверхности. Точность самого отпечатка модели обеспечивается с помощью увеличенной температуры металла, поэтому формовочные и связующие материалы должны обладать высокой огнеупорностью. Недостаток такого метода – сложный и длительный процесс изготовления отливок, для которого необходима специально изготовленная дорогостоящая оснастка и грамотные высококвалифицированные специалисты.
Такой вид литья используется для литья черных и цветных металлов и сплавов. Конструкция пресс-форм очень разнообразна и зависит от планируемой потенциальной производительности и оборудования, на котором оснастка будет эксплуатироваться.
В машиностроении восковые модели отливок изготавливаются в гипсовых, пластмассовых и металлических формах; сам технологический процесс, как правило, механизирован и автоматизирован. Методом литья по выплавляемым моделям производятся детали для авиационной, приборостроительной, машиностроительной и некоторых других отраслей промышленности, где применяются технологии литья труднообрабатываемых сплавов, жаропрочных и коррозионно-стойких.
Оснастка для литья по выплавляемым моделям бывает механизированной (конструкции аналогичны пресс-формам для литья под давлением) и ручной разборки (конструктивно более разнообразны и производят отливки более сложной геометрии). Если от изделия требуется высокая степень точности, прочности и герметичности, то алюминиевые отливки такого вида литья предпочтительнее, чем отливки литья под давлением. При литье по выплавляемым моделям из черных металлов изделия получаются более точными и красивыми, чем отливки в песчаные формы. Наше предприятие может выполнить любой заказ по проектированию и изготовлению оснастки для литья по выплавляемым моделям, в тои числе с привязкой к оборудованию заказчика.
Источник https://www.iskroline.ru/analysis/oborudovanie-dlja-litja-metalla/
Источник https://raydget.ru/2102-modelnaya-osnastka-izgotovlenie/
Источник https://uprz.ru/osnastka-proektirovanie-i-izgotovlenie/litejnaya-osnastka-dlya-litya-metallov-i-splavov.html